Установка опор краном и трактором
Установка опор с помощью крана и трактора имеет два варианта:
- Установка стационарным краном и трактором;
- Установка трактором и краном на колесной базе.
Установка стационарным краном и трактором

- Опора укладывается по оси ВЛ. Тяговые тросы крепятся к низу и верху опоры;
- Нижний трос крепится к лебедке трактора. Кран стоит у котлована и им опора поднимается над землей. При этом лебедкой трактора удерживается низ опоры. В таком «подвешенном виде» опору опускают в котлован;
- Нижний трос открепляется от лебедки трактора. Теперь к лебедке крепится верхний трос, который начинает натягиваться;
- Когда ослабнет трос крана, его открепляют, а опору удерживает трактор и две боковые лебедки временными расчалками.
Установка трактором и краном на колесной базе
При такой установке все происходит немного по-другому. Трактор ставят поперек трассы, в метре от котлована. Опора укладывается вдоль трассы на расстоянии 1500-2000 мм от края котлована. Краном опора подминается, а трактором удерживается. Поднимая опору, её край устанавливается в котлован. Трактор усиливает натяжение опоры, при этом ослабевает трос крана. Когда вся нагрузка перейдет на трактор, кран отсоединяют и отводят на безопасное расстояние. Окончательный подъем опоры производится трактором.
Стойки СВ
Железобетонные вибрированные стойки опор высоковольтных линий электропередач СВ — это специальные стойки, которые применяются для монтажа опор ЛЭП промежуточного и анкерного углового типа. Вибрированные стойки СВ применяются при строительстве, реконструкции и капитальном ремонте опор ВЛ номинального напряжения 6-10, 20 и 35 кВ. Известно применение стоек ВЛ также и при прокладке телефонных линий и линий радиопередачи, при устройстве наружного освещения улиц, железных и автомобильных дорог.
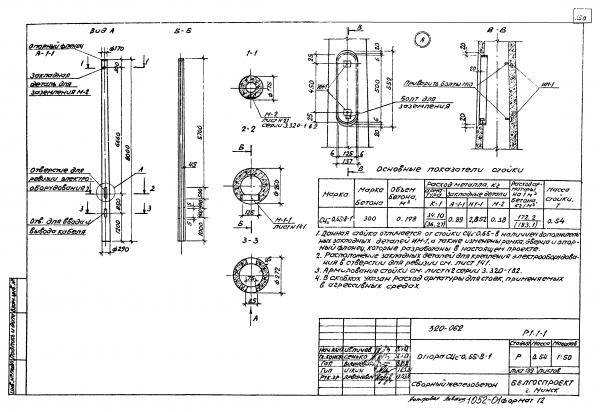
Стойки СВ представляют собой столб с различным сечением в зависимости от нагрузок и условий эксплуатации, имеющий закладные детали для крепления металлических конструкций опор и для присоединения элементов заземления. В случае применения в качестве столбов освещения стойки СВ предполагают закладные детали для монтажа осветительного оборудования.
Стойки СВ предназначены для применения: при расчетной температуре наружного воздуха (наиболее холодной пятидневки района строительства согласно СНиП 2.01.01-82) до -55°С включительно; в I-V районах по давлению ветра; в I-IV районах по толщине стенок гололеда (согласно СНИП 2.01.07-85) при сейсмичности площадки строительства 9 баллов; в условиях газовой среды с неагрессивной степенью воздействия; в грунтах и грунтовых водах с неагрессивной, слабо- и среднеагрессивной степенью воздействия. В агрессивной среде стойки СВ должны иметь защиту от коррозии покрытием в соответствии с требованиями СНиП 2.03.11-85.
Процесс вибрирования бетона при изготовлении стоек СВ заключается в том, что бетонная смесь во время заливки в форму подвергается вибрации, благодаря которой из бетона удаляется вовлеченный воздух и обеспечивается увеличение общей плотности и однородности бетона при меньшем расходе цемента. Вибрированные стойки опор СВ армируются как ненапряженной, так и предварительно напряженной арматурой.
Главными преимуществами вибрирования бетона являются: меньший расход бетона при большей прочности; уменьшение времени изготовления железобетонных изделий, а соответственно — низкая себестоимость; высокая степень водонепроницаемости; повышенная морозостойкость; увеличение эксплуатационного срока опор СВ.
Изготавливаются вибрированные стойки СВ из тяжелого бетона классами по прочности на сжатие В25 и В30. Классы бетона по морозостойкости и водонепроницаемости в зависимости от температуры наружного воздуха (чем ниже температура, тем выше класс) — F75-F200 и W2-W4 соответственно.
Проверка состояния опор
С определенной периодичностью выполняют обслуживание железобетонных опор и их элементов:
- Коррозия металлических частей железобетонных опор – с периодичностью 1 раз в три года;
- Появление трещин – 1 раз в шесть лет, начиная с третьего года эксплуатации опоры;
- Проверка болтовых соединений и гаек анкерных болтов – 1 раз в два года (на протяжении двух лет);
- Проверка состояния пасынков и стоек – 1 раз в 3 года.
Помимо этого периодически осуществляется проверка, ремонт или замена:
- Ламп;
- Светильников;
- Пускорегулирующей аппаратуры и «щитке»;
- Коммутационных аппаратов в ЩУ;
- Счетчиков;
- Оборванных проводов.
Минусы бетонных столбов освещения
- Значительная масса. Данные опоры тяжелее металлических конструкций, имеющих такие же области применения. Большая масса ЖБ изделий затрудняет погрузочно-разгрузочные и монтажные работы. Для их перевозки требуется автотранспорт большой грузоподъемности.
- Однообразный внешний вид. В этом плане выгодно отличаются металлические опоры, которые могут быть выполнены в различных стилях, дополнены декоративными элементами, окрашены в цвета, соответствующие общему оформлению территории.
- Слабая устойчивость к резким ударам.
Сегодня вместо тяжелых ЖБ опор используются металлические и современные композитные изделия.
Технология производства
Сам процесс изготовления наружных световых приборов на ж/б стойках подразделяется на несколько этапов:
- подготовка арматуры;
- подготовка раствора бетона;
- подготовка форм;
- заливка в формы бетонной смеси;
- сушка готовой опоры.
Подготовка арматуры
На данном этапе производится подборка арматуры необходимого типа, размеров. Осуществляется ее распил, для чего используется специальное оборудование, и вкручивание контурных спиралей.
Подготовка раствора из бетона
Для производства бетонной смеси берется цемент определенной марки, минеральные и химические добавки. Все компоненты помещаются в бетономешалку, заливается вода в установленной пропорции, смесь перемешивается до однородной массы.

Подготовка форм и стержней
Для изготовления непосредственно ж/б стоек под осветительное оборудование используются специальные формы, которые перед заливкой бетонной смеси тщательно очищаются и смазываются. Сначала в формовки помещаются металлические спирали, затем изготавливается стержень. Стальной стержень предварительно нагревается, далее протягивается через спираль, фиксируется в емкости.
Заливка в формы бетонной смеси
Когда в емкость заложена арматура заливается подготовленный раствор. Для уплотнения его в форме используется специальный вибратор. Поверхность выравнивается при помощи обыкновенного строительного мастерка.
Сушка готовой опоры
После выполнения всех основных этапов производства изделие подвергается сушке. Бетонное изделие в форме накрывается пленкой ПВХ (для предупреждения попадания в конструкцию влаги), включается подогрев. После установленного временного периода полиэтиленовая пленка снимается.
Монтаж стоек
Монтажные работы начинаются с подготовки проекта, предварительно согласованного с органами власти.
Порядок проведения монтажа:
- на местности, где будут устанавливаться железобетонные опоры для осветителей, наносится разметка;
- подготавливаются ямки следующих параметров: глубина – 1,2 м, ширина – 1х1 м;
- по центру ямы изготавливается отверстие на 1 м в глубину;
- бетонная армированная опора фиксируется в яме щебнем, который по мере засыпке тщательно утрамбовывается.

Особенности бетонной смеси
Смонтировав каркас и установив его в опалубку, нужно приготовить бетонную смесь. Лучше всего для этой цели использовать фракции мелкого щебня: 5 – 10 мм, потому, что поперечный размер будущих столбов будет небольшим. Бетонную смесь из песка, цемента, щебня лучше перемешивать бетономешалкой. Тщательно размешав смесь, ее нужно заливать в форму-опалубку.
Для утруски бетона можно взять перфоратор с установленным арматурным стержнем, к которому приварена упорная площадка. Приставляя такой модернизированный перфоратор к разным частям опалубки, можно добиться быстрого и хорошего уплотнения бетона. При отсутствии перфоратора можно использовать отрезок арматуры: бетонный раствор нужно несколько раз в разных местах опалубки проткнуть прутом. После схватывания и полного застывания бетона опалубка аккуратно развинчивается и снимается. Прямоугольный железобетонный столб, выполненный своими руками, готов.
Достоинства железобетонных опор уличного освещения
ЖБ стойки для установки светильников имеют ряд преимуществ перед альтернативой в виде деревянных и металлических опор. В список достоинств входит:
- устойчивость к коррозии, биологическому разрушению, воздействию агрессивных сред;
- повышенная огнестойкость;
- сейсмостойкость;
- способность выдерживать высокие нагрузки;
- технологичность изготовления – изделия просты в производстве, имеют стандартные типоразмеры и выпускаются серийно;
- долговечность – срок службы изделия при условии соблюдения технологии изготовления, правил транспортировки и монтажа, составляет не менее 50 лет;
- ремонтопригодность – повреждения, возникшие в процессе эксплуатации (трещины, выкрошившиеся участки бетона), легко заделываются ремонтным составом;
- низкие эксплуатационные расходы – ЖБ опоры положено осматривать раз в несколько лет для выявления и устранения дефектов поверхности;
- невысокая стоимость.
Железобетонные опоры линий электропередачи
Вступление
Железобетонные опоры линий электропередачи используются в монтаже воздушных линий электропередачи (ВЛ и ВЛИ) в населенных пунктах и на не населенной местности. Делаются железобетонные опоры на основе стандартных бетонных столбов: СВ 95-2В, СВ 95-3В, СВ110-1А, СВ 110-3,5А, СВ110-5А.








Железобетонные опоры ЛЭП – классификация по назначению
Классификация железобетонных опор по назначению, не выходит за рамки видов опор стандартизированных в ГОСТ и СНиП. Подробно читать: Виды опор по назначению, а здесь напомню кратко.
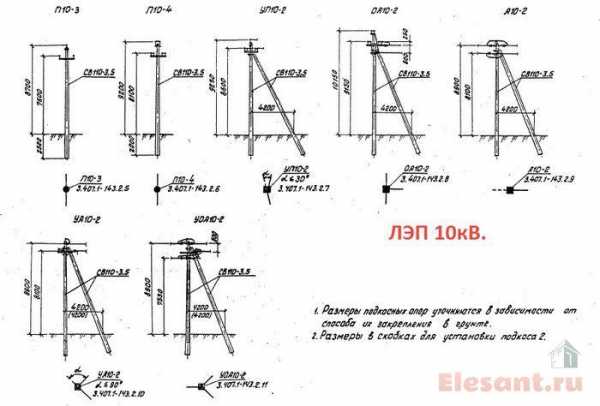
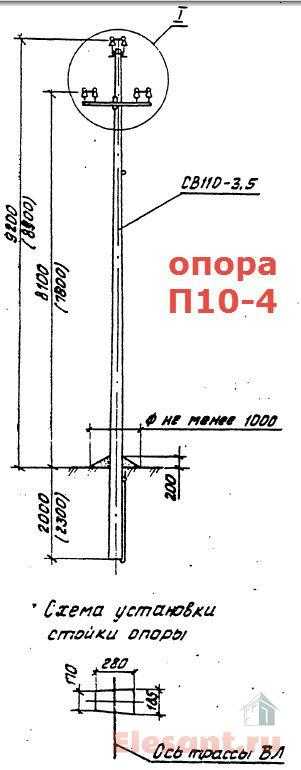
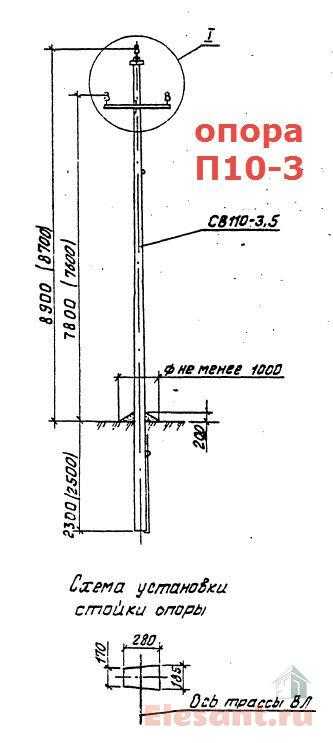
Промежуточные бетонные опоры нужны для поддержания тросов и проводов. На них не оказывается нагрузка продольного или углового натяжения. (маркировка П10-3, П10-4)
Анкерные бетонные опоры обеспечивают удержание проводов при их продольном тяжении. Анкерные опоры обязательно ставятся в местах пересечения ЛЭП с железными дорогами и другими естественными и инженерными преградами.
Угловые опоры ставятся на поворотах трассы ЛЭП. На малых углах (до 30°), где нагрузка от натяжения не велика и если нет смены сечения проводов, ставятся угловые промежуточные опоры (УП). При больших углах поворота (более 30°) ставятся угловые анкерные опоры (УА). На конце ЛЭП ставятся анкерные они же концевые опоры (А). Для ответвлений к абонентам, ставятся ответвительные анкерные опоры (ОА).

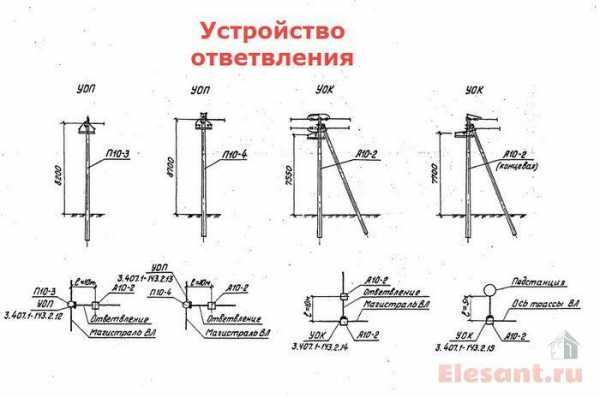
Стоит остановиться на маркировке опор. В предыдущем параграфе я использовал маркировку для опор 10-2. Поясню, как читать маркировку опор. Маркируются железобетонные опоры следующим образом.
- Первые две буквы указывают назначение опоры: П (промежуточные) УП (угловые промежуточные), УА (угловые анкерные), А (анкерные-концевые), ОА (опора ответвления), УОА (угловые ответвительные анкерные).
- Вторая цифра, означает для какой линии электропередачи, опора предназначена: цифра «10» это ЛЭП 10 кВ.
- Третья цифра, после тире это типоразмер опоры. Цифра «1» это опора 10,5 метров, на основе столба СВ-105. Цифра «2» – опора на основе столба СВ-110. Подробные типоразмеры в таблицах внизу статьи.
Конструкции железобетонных опор
Конструкции опор из железобетона, тоже не выходят за рамки стандартных опорных конструкций.
- Портальные опоры с оттяжками – две параллельные опоры держатся на тросах оттяжках;
- Свободностоящие портальные опоры с поперечинами;
- Свободностоящие опоры;
- Опоры с оттяжками.
Применение опор должно соответствовать проектных расчетам. Для расчетов используются различные нормативные таблицы, объем которых занимает несколько томов.
Бетонные опоры по количеству удерживаемых цепей
Если ригели опоры позволяют цеплять только одну линию ЭП, она называется одноцепной (ригель с одной стороны). Если ригель с двух сторон, то опора двухцепная. Если можно навесить много линий проводов, то это многоцепная опора.
Установка бетонных опор
Расчет опор производится СНиП 2.02.01-83 и «Руководство по проектированию ЛЭП и фундаментов ЛЭП…». Расчет идет по деформации и по несущей способности.
Чтобы закрепить промежуточную опору типа П10-3(4) нужно просверлить цилиндрический котлован диаметром 35-40 см, на глубину 2000 -25000 мм. Установочный ригель на такую опору не нужен.
Анкерные угловые и анкерные ответвительные опоры, обычно монтируются с установочными ригелями
Обращу внимание, что ригеля могут ставиться на нижний край опоры и подкоса, закапываемого в землю и/или на верхний край опоры, по верху котлована. Ригеля обеспечивают дополнительную устойчивость опоры. Глубина закапывания опоры зависит от промерзания грунта
Обычно 2000-2500 мм.
Заземление бетонных опор
Благодаря конструкции стоек опоры, заземление опор делать очень удобно. В стойках СВ опор, в заводских условиях при их изготовлении, сверху и снизу стойки выводится металлическая арматура 10 мм в диаметре. Эта арматура неразрывно идет по всей длине стойки. Именно эта арматура и служит для заземления железобетонных опор.
Специально для сайта «Электрика. Сантехника»




Elesant.ru
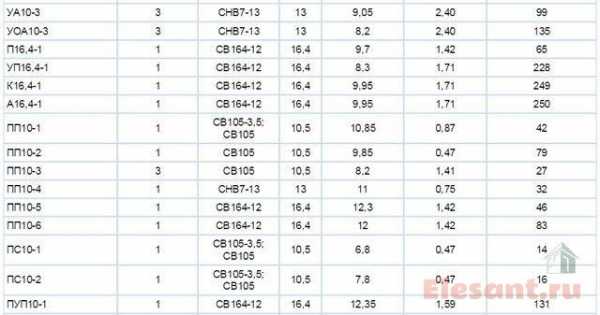
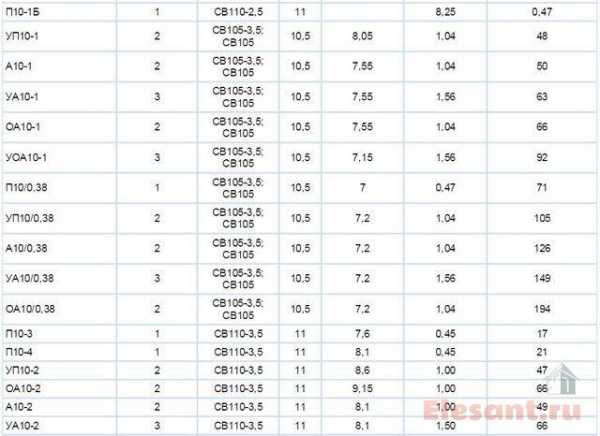
Характеристики железобетонных стоек ЛЭП
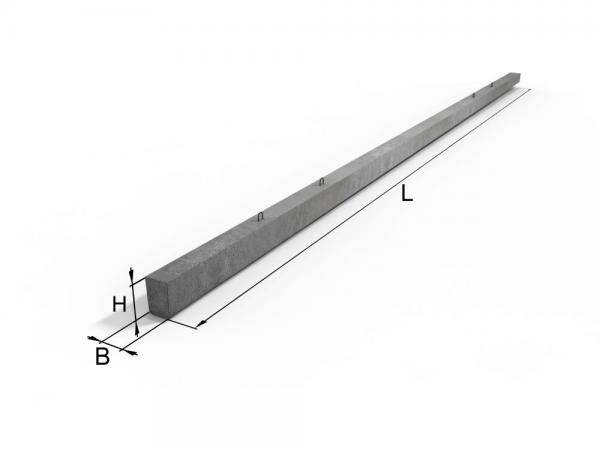
⇒Железобетонные столбы изготавливаются разных марок и обозначаются таким образом, например, стойка бетонная СВ 95-2, где 95 – длина стойки в дециметрах, а 2 – условная несущая способность.
Согласно ГОСТ 23009-78 стойки изготавливаются следующих типоразмеров:
- L – 9,5 метров (СВ 95)
- L – 10,5 метров (СВ 105)
- L – 11 метров (СВ 110)
- L – 16,4 метра (СВ 164)
Они различаются также по методу армирования, от которого зависит несущая способность.
Стойки опор ЛЭП СВ 95
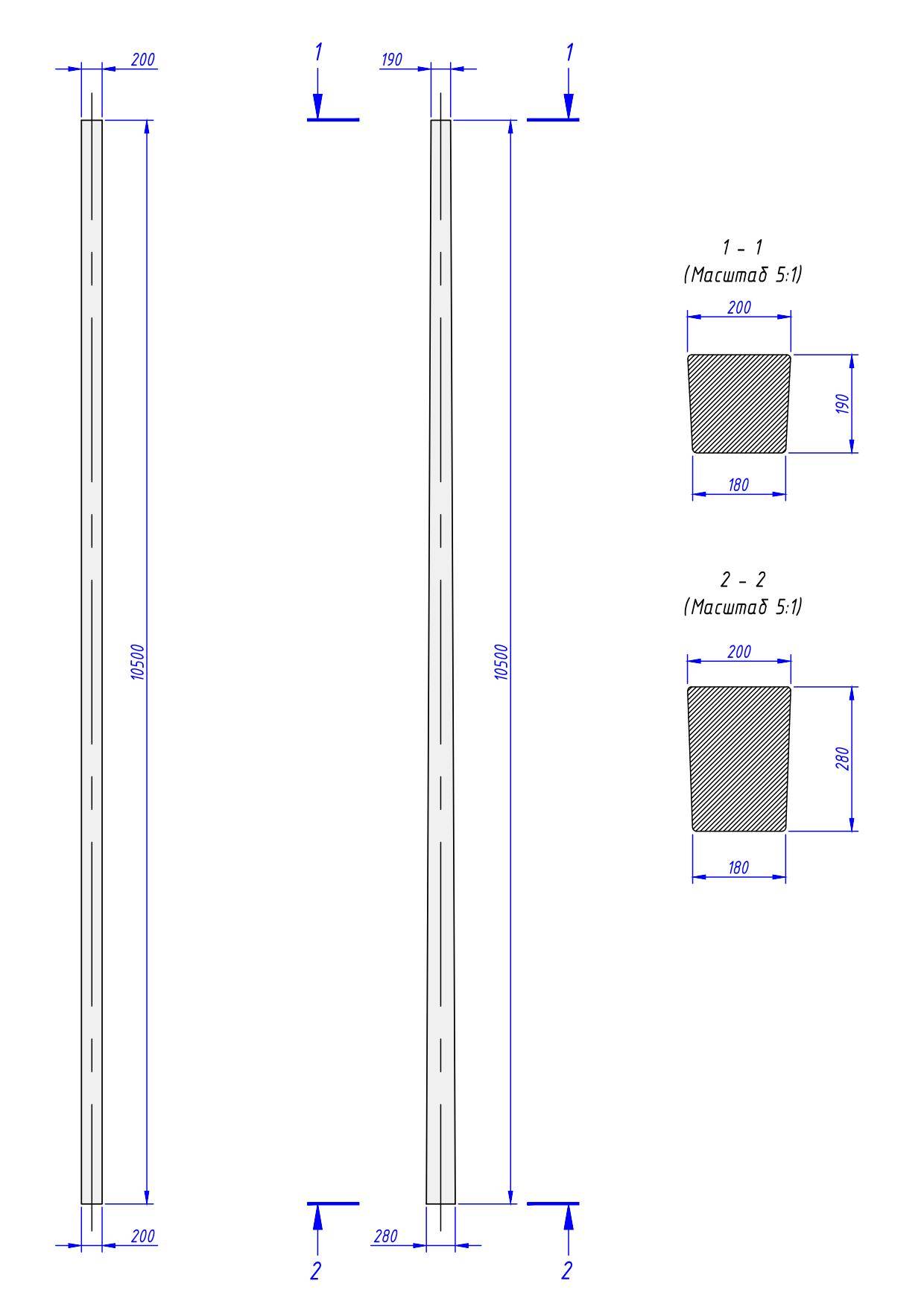
Ж/б опоры СВ 95 широко применяются для прокладки и монтажа сетей с напряжением 0,4 кВ и для прокладки линий связи. Они преимущественно используются для подключения к электросетям дачников, при установке дополнительного электростолба. Для их изготовления используется тяжелый бетон (класс В30), который соответствует нормативам ГОСТ 26633-91. В качестве наполнителя данного бетона производители применяют гранитный щебень с показателем прочности не менее M 1200 – M 1400, морозоустойчивости F 300. Стойки СВ 95 могут эксплуатироваться при температуре, достигающей -55 градусов Цельсия. Они успешно эксплуатируются в районах I-V категории и могут устанавливаться там, где сейсмичность не превышает 7 баллов по шкале Рихтера. Железобетонные опоры ЛЭП СВ 95.2 и СВ 95.3 оснащаются закладными изделиями, необходимыми для того, чтобы выполнять крепление конструкций и осуществлять присоединение необходимых элементов заземления. Данные стойки сужаются кверху и их длина составляет 9,5 метров. Сечение опор прямоугольное и равняется: в основании высота – 240 мм, вверху – 165 мм, ширина в основании и вверху одинаковая – 150 мм. Вес стойки равен 750 кг.









Железобетонный столб СВ-95 на предприятии — изготовителе снабжается закладными железными изделиями, предназначенными для присоединения конструкций и деталей заземления.
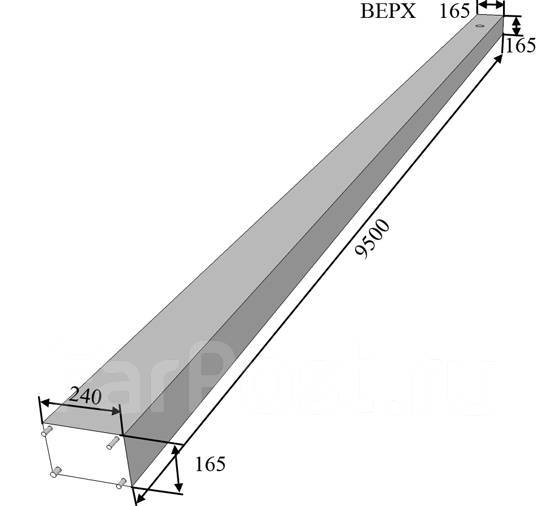
Стойки СВ 110

Железобетонные стойки СВ 110 предназначены для линий электропередач напряжением до 10 кВ. Они могут устанавливаться также и для линий связи. Ж/б столбы СВ 110 устойчивы к воздействию агрессивной среды, низкой и высокой температуры и могут с успехом устанавливаться в районах с повышенной степенью пожарной опасности. Столбы железобетонные СВ 110 также находят свое применение и в качестве опор для освещения. Их изготовление ведется с применением тяжелого бетона методом вибропрессования. Данные бетонные смеси обладают классом прочности на сжатие В30.
Длина стоек СВ 110-3,5 и СВ 110-5 составляет 11 метров. В основании опоры высота равна 280 мм, а вверху высота составляет 165 мм. Ширина основания равна 170 мм, верхняя часть составляет 175 мм. Вес бетонной опоры равен 1150 кг. Стойки СВ 110-3,5 имеют расчетный изгибающий момент 35 кНм, а СВ 110-5 соответственно 50 кНм.
Железобетонные опоры СВ 110 изготавливаются из тяжелого бетона, обладающего следующими характеристиками:
- Марка прочности – M 400
- Морозостойкость – F 200
- Водонепроницаемость – W 6
Каждая из них снабжена закладными металлическими изделиями, предназначенными для закрепления конструкций и подсоединения деталей конструкции заземления и изготавливается в строгом соответствии со стандартами ГОСТ и ТУ.
Все опоры в обязательном порядке имеют сертификат соответствия и паспорт качества.
Технология производства
 Форма для изготовления бетонных столбов.
Форма для изготовления бетонных столбов.
Технологический процесс производства световых наружных железобетонных стоек включает:
- подготовку арматуры;
- замешивание бетонного раствора;
- подготовку форм;
- заливку раствора;
- сушку изделий.
Подготовка арматуры
Подготовительный этап состоит из: выбора типа и размера арматуры, ее распила с помощью специально предназначенного механизма и вкручивания спиралей контура.
Замес бетонной смеси
Для изготовления смеси из бетона используют цемент, минеральные добавки и химические компоненты. Ингредиенты помещают в агрегат для перемешивания бетона и вливают воду. После чего тщательно перемешивают раствор до однородного состояния.
Подготовка форм и стержней
Чтобы изготовить опоры, применяют формы, которые нужно предварительно очистить и смазать. После этого помещают в емкости спирали и начинают изготовление стержня. Для этого нужно нагреть стержень и протянуть его сквозь спираль, после чего уложить в емкости и зафиксировать.
Заливка фундамента в формы
После подготовки емкостей и стержней приступают к заливке раствора. Для этого из бетоноукладчика емкости заполняют бетоном, применяя вибратор для уплотнения раствора. Далее, равняют поверхность мастерком.
Сушка изделий
После помещения раствора в емкости нужно обеспечить его сушку. Для этого накрывают бетон полиэтиленовой пленкой, чтобы предотвратить попадание влаги и включают подогрев заготовок. Спустя определенное время пленку убирают.
Виды ЖБ опор освещения
Характеристики железобетонных опор освещения зависят от варианта исполнения изделий.
Стойки для светильников различаются:
- по способу изготовления (вибрированные и центрифугированные);
- продольная форма (конические, цилиндрические, призматические, пирамидальные);
- форма поперечного сечения (круглые, прямоугольные, граненые);
- наличие внутренней полости (сплошные и с полостью);
- разные формы армирования (с обычным армированием, предварительно напряженные).
От способа армирования и типа арматуры во многом зависит такой параметр опоры, как расчетный изгибающий момент – он определяет несущую способность. Марка бетона влияет на проницаемость (нормальная/пониженная/особо низкая). Учитывая эти характеристики, подбираются изделия для эксплуатации в условиях повышенных ветровых нагрузок, воздействия агрессивных сред и т.д.

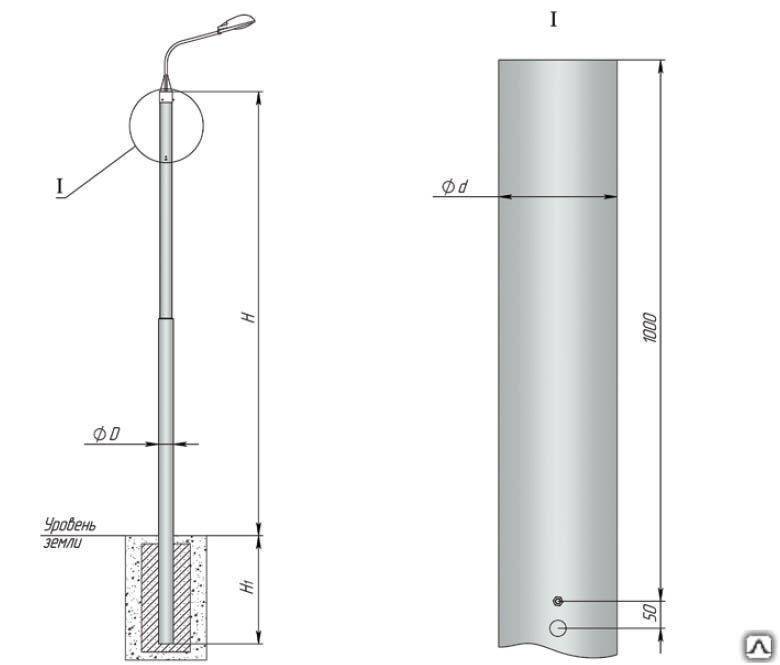
Опоры со сплошным стволом используются для подвески ВЛ и могут задействоваться в тех случаях, когда электропитание светильников осуществляется с помощью воздушных линий. Стойки с внутренней полостью позволяют подвести к приборам уличного освещения электрический кабель, проложенный под землей либо по воздуху. Опоры для светильников с кабельной подводкой снабжены люком для монтажа и обслуживания электрокоммутирующего оборудования, а стойки для воздушной подводки люка не имеют.
Преимущества осветительных ж/б опор
- Прекрасно противостоят коррозии, гниению, химическим и механическим воздействиям.
- Отличаются довольно продолжительным эксплуатационным периодом. При соблюдении требований, предъявляемых к производству и проведению монтажа, а также правильной транспортировки элементов конструкции такие осветители могут прослужить более 50 лет.
- Минимальные эксплуатационные расходы.
- Железобетонные конструкции отличаются повышенной огнестойкостью.
- Изделия не сложны в производстве, прекрасно поддаются ремонту.
- Для обслуживания бетонных армированных осветительных конструкций не требуется значительных финансовых расходов.

Монтаж опор
До начала земляных работ нужно подготовить соответствующий проект, согласовать его с местными инстанциями. В проекте надо отразить:
- Особенности рельефа местности, где планируется установка опоры или опор;
- Тип и вид грунта;
- Тип используемых опор.
После подготовки и согласования проекта, рабочие выезжают на объект и приступают к установке опоры. Установка железобетонных опор ведется в следующем порядке:
- Размечают участок;
- Роют траншею под силовой кабель;
- Подготавливают яму, шириной метр на метр, глубиной – 120 сантиметров под опору;
- В центре ямы бурят отверстие, глубиной один метр, шириной чуть больше ширины стойки;
- Устанавливают опору в подготовленную нишу, на ее дно насыпают немного щебня и трамбуют его. Затем засыпают опору до конца, продолжая трамбовку. Перед засыпкой ямы не забывают выполнить центровку опоры.
Иногда на дно ямы заливают немного цемента, для создания надежного основания.
Установка железобетонных опор освещения может осуществляться по-другому. Для этого нужно:
- Заказать автокран с насадкой-буром;
- Пробурить отверстие в нужном месте, шириной, чуть более ширины опоры и глубиной полтора метра;
- Установить опору в пробуренное отверстие;
- Засыпать яму песком.
После монтажа опоры осуществляют установку кронштейнов, монтаж светильников, вкручивание ламп и подключение светильников к электросети. Если опора полая внутри, кабель заводится в специальное отверстие внизу опоры. В других случаях кабель крепится к столбу, или подводится воздушное питание.
Стоимость установки
Чтобы рассчитать стоимость столбов, необходимо иметь информацию об их размерах и типе конструкционного материала. Цены на опоры из древесины варьируются в пределах 2-7 тыс. рублей. Бетонные конструкции стоят от 4 до 13 тыс. рублей, ж/б изделия — от 5 до 15 тыс. рублей. Металлические опоры оцениваются дороже всего — до 20 тыс. рублей.
На этом расходы не заканчиваются, так как опоры еще нужно установить. Затраты на стяжку, бурение скважин и монтаж могут составить в районе 3-4 тыс. рублей за один столб. Также нужно приобрести уличный светильник, стоимость которого может колебаться от нескольких сотен до тысяч рублей.
Технология изготовления опор ВЛ из бетона армированного металлом
Итак, после того как мы определились с техническими и эксплуатационными характеристиками железобетонных опор, предназначенных для прокладки воздушных линий, рассмотрим технологию их изготовления на примере модификации СВ 95.
Инструкция производства поэтапная. Первый — подготовительный этап предусматривает проведение следующих работ.







Приготовление рабочей смеси:
- Подготовка портландцемента, инертных материалов, хим. добавок и воды в соответствии с пропорциями, приведенными в проектной документации;
- Дозирование компонентов и погрузка в бетоносмесителя;
- Доведение смеси до однородной консистенции и выгрузка в бетоноукладчик.
Приготовление армирующих металлических конструкций:
- Обрезка арматурных прутьев требуемого класса на отрезки нужного размера;
- Подготовка анкерных головок;
- Формирование контурных спиралей;
- Формирование петель и подготовка стержня контура заземления.
Приготовление форм:
- Очистка внутреннего объёма формы;
- Смазка внутреннего объёма средствами, предотвращающими налипание бетона;
- Распределение спиралей;
- Проведение изотермического нагрева стержней;
- Распределение нагретых стержней на предварительно выложенные упоры;
- Продевание спирали между стержнями с последующим креплением к стержням в трех точках;
- Распределение вкладышей по торцам формы;
- Установка трубок и технологических петель с обязательной их фиксацией к внутренним поверхностям опалубки.
Второй этап — производственный. На этом этапе выполняется заливка рабочей смеси и формирование готового изделия.
В процессе выполняются следующие работы:
- Транспортер бетоноукладчика устанавливается в рабочее положение и заранее подготовленная форма заполняется раствором. Заполнение формы бетоном осуществляется за счет передвижения укладчика вдоль опалубки для бетонного изделия.
- Посредством глубинного вибратора проводится уплотнение смеси для того чтобы предупредить образование пустот.
- Рабочие своими руками посредством правила или мастерка выравнивают поверхность уложенного материала в форме.
На третьем этапе изделие подвергается изотермической обработке.
Делается это следующим образом:
- Поверх заполненной опалубки укладывается теплоизолирующий материал.
- Включается система прогрева внутреннего объема опалубки. Система в автоматическом режиме контролирует параметры температуры, времени и т.д. Поэтому влияние человеческого фактора на качество изделия минимально.
- Укрывной материал снимается.
На завершающем этапе осуществляется демонтаж формы, обрезка арматуры, проверка качества и отгрузка готового изделия на склад.
Маркировка бетонных электростолбов для ЛЭП
Шифров, которые применяют в электросетевом строительстве, довольно много. Электроопоры могут быть скомплектованы на предприятии в соответствии с проектом строительства, дополнительно изготавливая элементы подвески с изоляцией. Маркируются ЖБ изделия следующим образом:
Каждое изготовленное изделие маркируется определенным образом.
- Буквы обозначают прямое назначение установки электроопоры, например, промежуточные угловые столбы (УП) или опоры ответвления (ОА).
- Числовое значение обозначает конкретную линию электрокомпонентов электрической сети, например, «10» — это ВЛ 10 кВ.
- Цифра, указанная после тире, — тип и размер столба. Если на маркировке «1», то вибрированная стойка СВ-105—10,5 метров. Значение цифры «2» — электроопора на основе столба СВ-110.