Неисправности и ремонт тисков

Чаще изнашиваются функциональные части инструмента или корпус.
Разрушение корпуса

Происходит из-за превышения нагрузок или слабости металла. Отламываются куски в моделях, изготовленных с использованием чугунных элементов. Ремонт предполагает сваривание поврежденного элемента и основы. Выполняется в сервисе или домашних условиях.
Чаще используются никелевые или железо-никелевые электроды. Сварку корпусов тисковых гаек выполняют газопорошковым методом.
Износ винта

Вынимается шток и гайка с трапециевидной резьбой, после чего заменяется аналогом.
За неимением аналога вытачивается самостоятельно с помощью токарного инструмента:
- В качестве альтернативы подходящая деталь обтачивается с использованием сверлильного станка или ножовки, болгарки с отрезным кругом.
- От штока отрезается резьбовая часть.
- В остатке штока сверлятся по оси симметрии отверстия.
- Детали совмещаются с помощью штифта, а затем свариваются.
Износ стопорного штифта

Признак неисправности – вал выкручивается, хотя деталь остается зажатой и не вынимается. Ремонт трудоемок, требует полного разбора инструмента и вытачивания нового штифта. Основную проблему при замене готовит сборка. От ее корректности зависит работоспособность тисков:
- На очищенное основание надвигаются главные губы как можно глубже к бортику корпуса (обычно он расположен слева).
- Устанавливаются и крепятся по очереди планки, затем для их жесткой фиксации потребуется немного сдвинуть губы в обратную сторону.
- Внутрь вставляется винтовой зажим и сам ходовой винт, после чего конструкция фиксируется гайкой.
- Монтируется новый штифт, предварительно смазанный литолом.
- Устанавливается защитный кожух и крепится с помощью винтов.
- Инструмент прикручивается к основанию.
Перечисленные неисправности невозможно починить без подручного оборудования или аналогичных деталей. Если их нет, инструмент потребует сервисного ремонта.
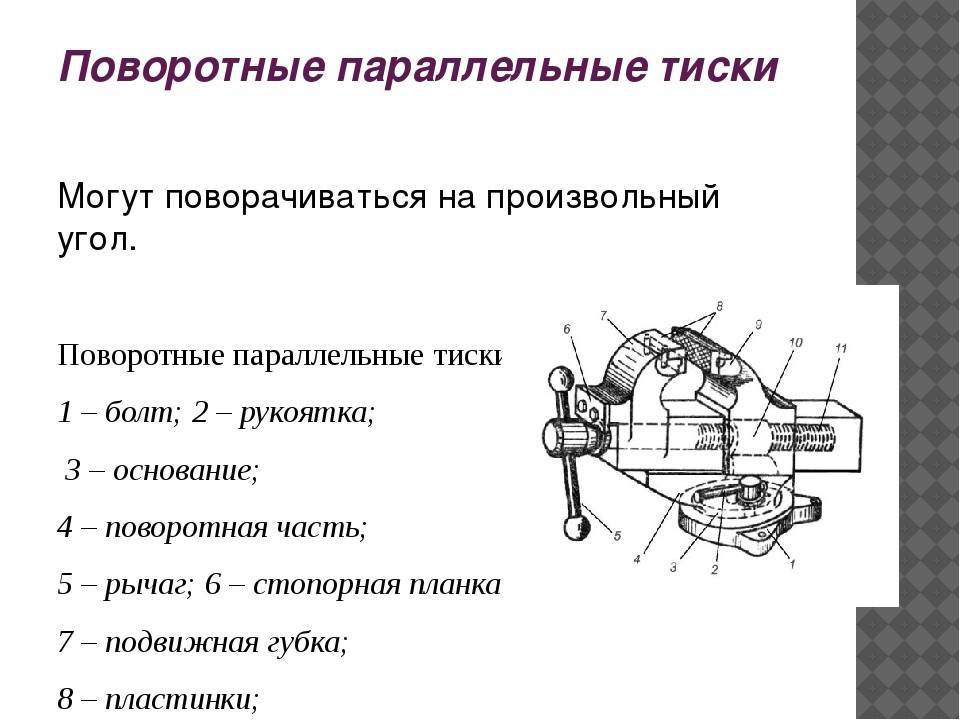
Поворотные параллельные слесарные тиски – конструкционные особенности
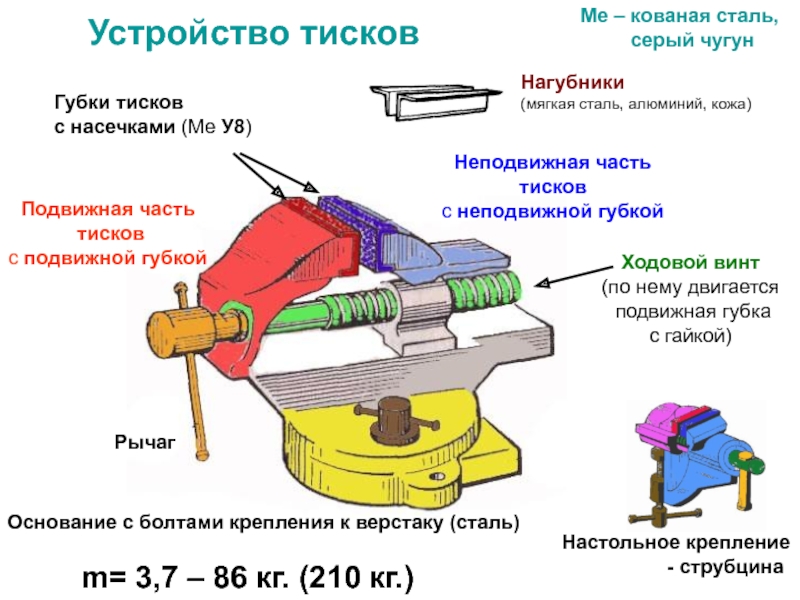
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть. В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной). Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
Пневматические параллельные слесарные тиски
Выпуск таких приспособлений регламентирован ГОСТ 12.2.029-77. Конструкционно это приспособление отличается от обычного зажимного слесарного механизма (изготовленного по ГОСТ 4045-75) только наличием пневматического привода, который обеспечивает высокую скорость работы (2-3 с для одного закрепления), одинаковое зажимное усилие и исключает применение большой физической силы. Управление осуществляется с помощью рычага или педали.
Тиски станочные
Станочные тиски предназначены для закрепления заготовки или заготовок на рабочем столе фрезерного станка. Конструктивно тиски представляют собой:
- Две губки — подвижную и неподвижную. Сближаясь, они зажимают заготовку.
- Поворотный винт — двигающий подвижную губку.
- Направляющая — задаёт вектор движения подвижной губки.
Станочные тиски можно разделить на однопозиционные — со стандартным функционалом, и многопозиционные — представляющие собой несколько тисков с общим основанием. Многопозиционные тиски, как правило, используются на станках с ЧПУ для последовательной автоматической обработки нескольких заготовок.
Представленные в данном разделе станочные тиски отличаются следующими возможностями и преимуществами:
- Поворотные тиски — могут поворачиваться для более удобной обработки заготовки.
- Неповоротные тиски — фиксированное местоположение, более бюджетный вариант.
Кроме того, в данном разделе представлены:
- Модульные элементы — конструктивно представляют собой подвижную и неподвижную губки, устанавливаемые на отдельных основаниях на рабочий стол станка. Используются для закрепления больших по размеру заготовок, а также заготовок сложной формы.
- Паллеты — поверхности для закрепления тисков в нужных местах рабочего стола станка.
- Крепёжные стойки — конструктивно представляют собой четыре паллета объединённые в кубическую форму. Позволяют устанавливать значительное количество тисков, и соответственно, закреплять значительное количество заготовок одновременно.
- Зажимные элементы — поворотные винты и их части.
В компании ОСНАСТИК всегда есть на складе станочные тиски для фрезерных станков, губки, пазовые шпонки и другие комплектующие.
Назначение инструмента
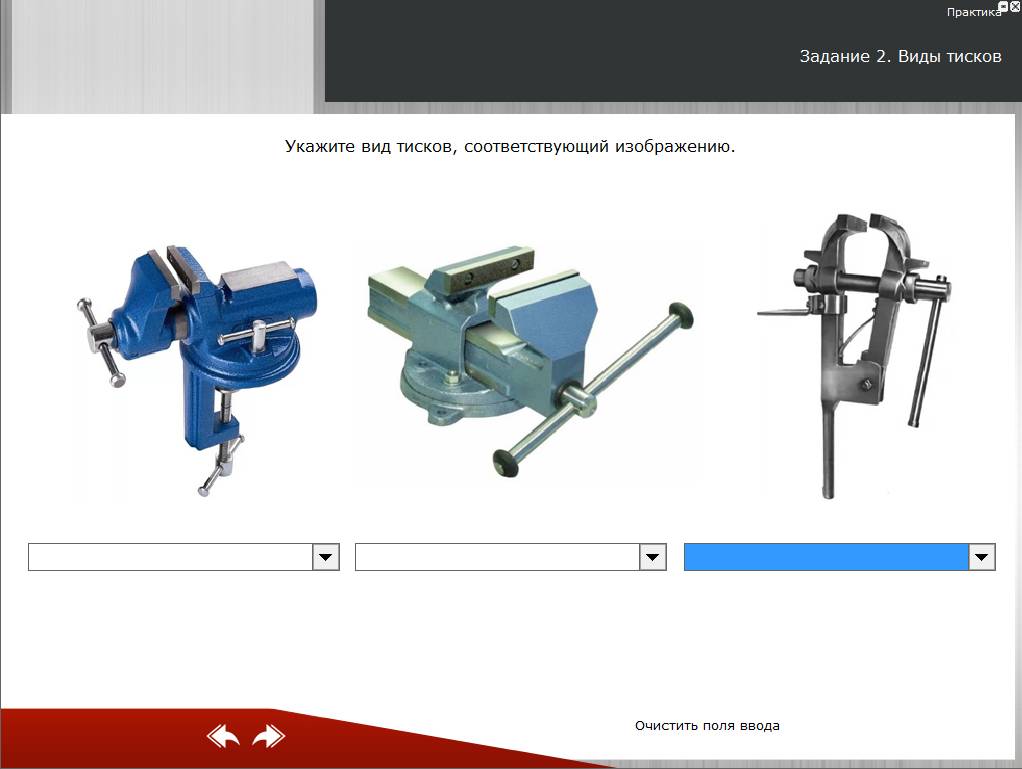
В связи с большим разнообразием деталей, нужно учитывать, что для них будет удобно использовать различные виды инструмента. Устройство слесарных тисков является стандартным. Их иногда дополнительно оснащают маленькой наковальней или трубогибом.
Для небольших деталей применяют миниатюрный вариант. Такие тиски удобны для домашнего использования или там, где можно работать с малоразмерными деталями, например, при ремонте радиоэлектронного оборудования. Такие тиски являются переносными. В них не применяются съёмные щёчки. Поэтому при работе между деталью и прижимающей поверхностью мастер помещает прокладки из резины или пластика.
В этом видео рассказано о лучших моделях столярных тисков:
Видео описание
ТОП—5. Лучшие слесарные тиски.
Станочные тиски фактически являются частью того или иного станка. Обычно для их крепления в конструкции предназначены специальные выступы. Благодаря им можно регулировать положение закреплённой детали по отношению к рабочему элементу станка. Этот инструмент обычно изготавливают из стали.
Ручные тиски — две пластины, скреплённые между собой с одной стороны металлической перемычкой. Детали зажимают при помощи специального винта. В процессе работы тиски с деталью держат в руке.
Столярные крепят на верстаке. Их изготавливают из стальных или деревянных деталей. Этот вид тисков также называют плотницкими. Одной из их особенностей является использование губок большой площади с гладкой поверхностью.





Наклонные позволяют изменять угол расположения рабочей части с помощью специального шарнирного механизма. Существуют различные варианты, которые позволяют корректировать угол по одной, двум или трём осям.
Также существуют специальные виды тисков. Вот несколько примеров таких устройств:
- Рыболовные предназначены для фиксации деталей при создании снасти.
- В трубных для зажима используется ромбовидное отверстие, расположенное вертикально. Этот инструмент применяется для работы с отрезками труб, размещёнными горизонтально.
- Гравировальные тиски предназначены для создания надписей и рисунков на различных изделиях
- Существуют тиски, подставка, которые устанавливаются на полу. Примером их использования является фиксация дверей в вертикальном положении в процессе установки.
- Угловые позволяют фиксировать две детали под определённым углом друг к другу. В большинстве случаев предназначены для соединения перпендикулярных элементов.
- Модульные инструменты дают возможность легко менять губки. Это позволяет работать с деталями различного типа, обеспечивая для них оптимальное крепление.
Ещё один вариант — цепные тиски. Они используются для соединения двух отрезков труб. Инструмент подвешивается на двух цепях таким образом, чтобы они относились к разным элементам. Каждый из них прижимается своим винтом. Трубы фиксируются тисками для того, чтобы их удобно было соединить при помощи сварки.
Использование пневматических тисков экономит силы работникаИсточник moiinstrumentu.ru
Как выбрать
Покупая тиски, нужно уточнить, для выполнения какой работы они необходимы. В соответствии с этим можно определить подходящий тип инструмента
Важно учитывать величину обрабатываемых деталей — она повлияет на то, какие должны быть размеры инструмента
Столярные тиски применяют для работы с деревянными деталямиИсточник moiinstrumentu.ru
Нужно определить, какими должны быть губки. В некоторых случаях лучше подойдут инструменты, предусматривающие возможность их замены
Нужно обратить внимание на способ крепления накладок — применение винтов или заклёпок
Глобусные тиски позволяют менять угол расположения деталиИсточник moiinstrumentu.ru
Типы тисков

Основные типы тисков – слесарные, станочные, столярные и ручные.
Слесарные тиски

Цельнометаллический инструмент, который монтируется на верстаке или столе и крепится в основании болтами.
- По конструкции различаются стуловые и параллельные тиски.
- Доступны в стационарных и поворотных вариациях, что позволяет проводить работы под разными углами.
- Ширина губок составляет 45-200 мм.
- Длина хода подвижной губы в среднем достигает 140 мм.
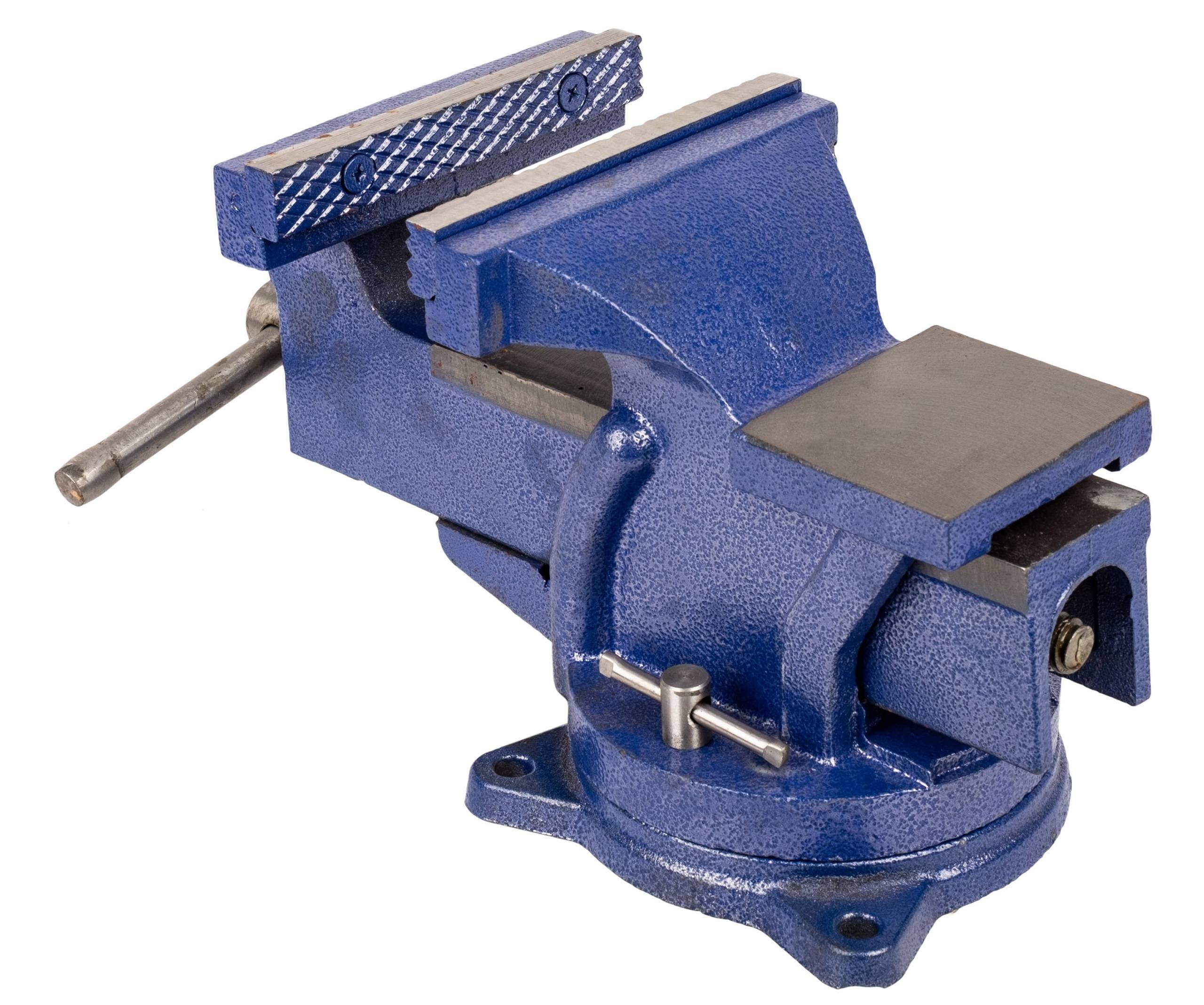
Параллельные тиски

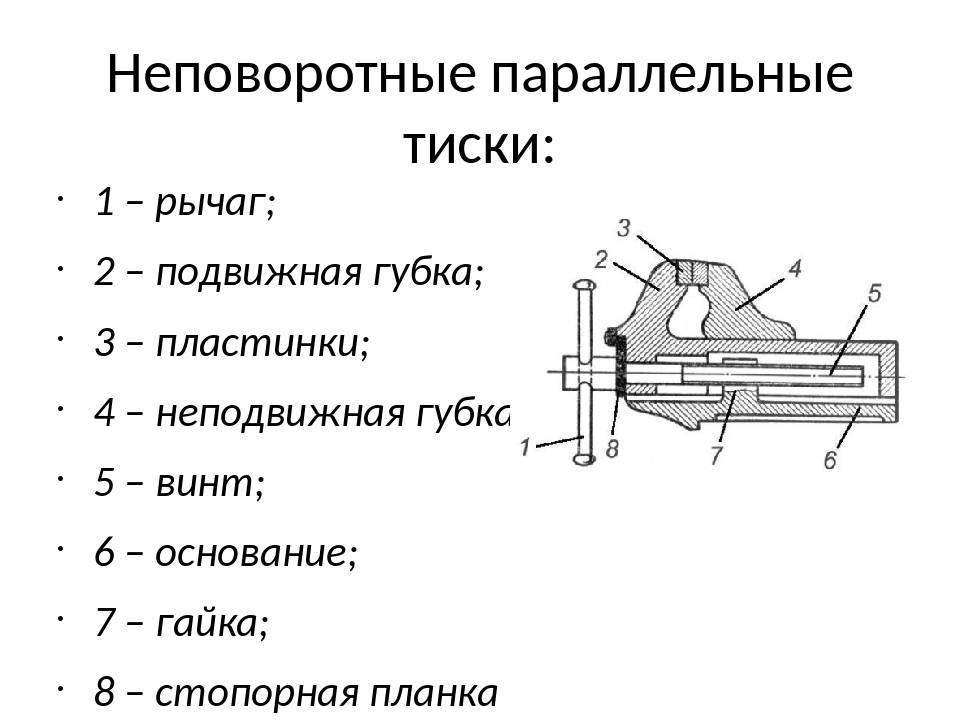
- Делятся на поворотные и неповоротные. Первые вращаются параллельно основанию вокруг оси на 60 и более градусов. Неповоротные модели жестко фиксируются, предназначены для работ в одном положении.
- Подвижная губка перемещается при вращении винта параллельно неподвижной части.
- Основа инструмента отливается из чугуна, а подвижные детали – из углеродистой стали.
- Накладные губки высокопрочных моделей производятся из инструментальной стали У8, дополняются крестообразной насечкой, крепятся после закалки винтами к основным губкам.
Стуловые тиски

Устаревший тип конструкции. Ранее крепились на основании в форме стула. Современные приспособления фиксируются на верстаках.
- Конструкция производится из кованой стали. Состоит из корпуса, дополненного губками.
- Рабочая поверхность губок усиливается приворачивающимися закаленными пластинами или на нее наваривается слой стали У8А.
- Рабочая поверхность внутри покрыта насечками для прочной фиксации заготовок в тисках.
- Неподвижная губка снабжена лапой для фиксации, стержень зажимается скобой.
- Ширина губок составляет 100-180 мм. По длине раскрытия доступны варианты на 90-180 мм.
- Губки сдвигаются вращением винта с прямоугольной нарезкой, а раздвигаются путем введения винта в трубчатую гайку.
Модели чаще всего оснащены площадкой-наковальней. Станина представляет собой конструкцию из основания и поворотного диска, которые соединяются по центру винтами или фиксируются дополнительно обратным кольцом.
При ослаблении винтов кольцо снимает блокировку подвижности.
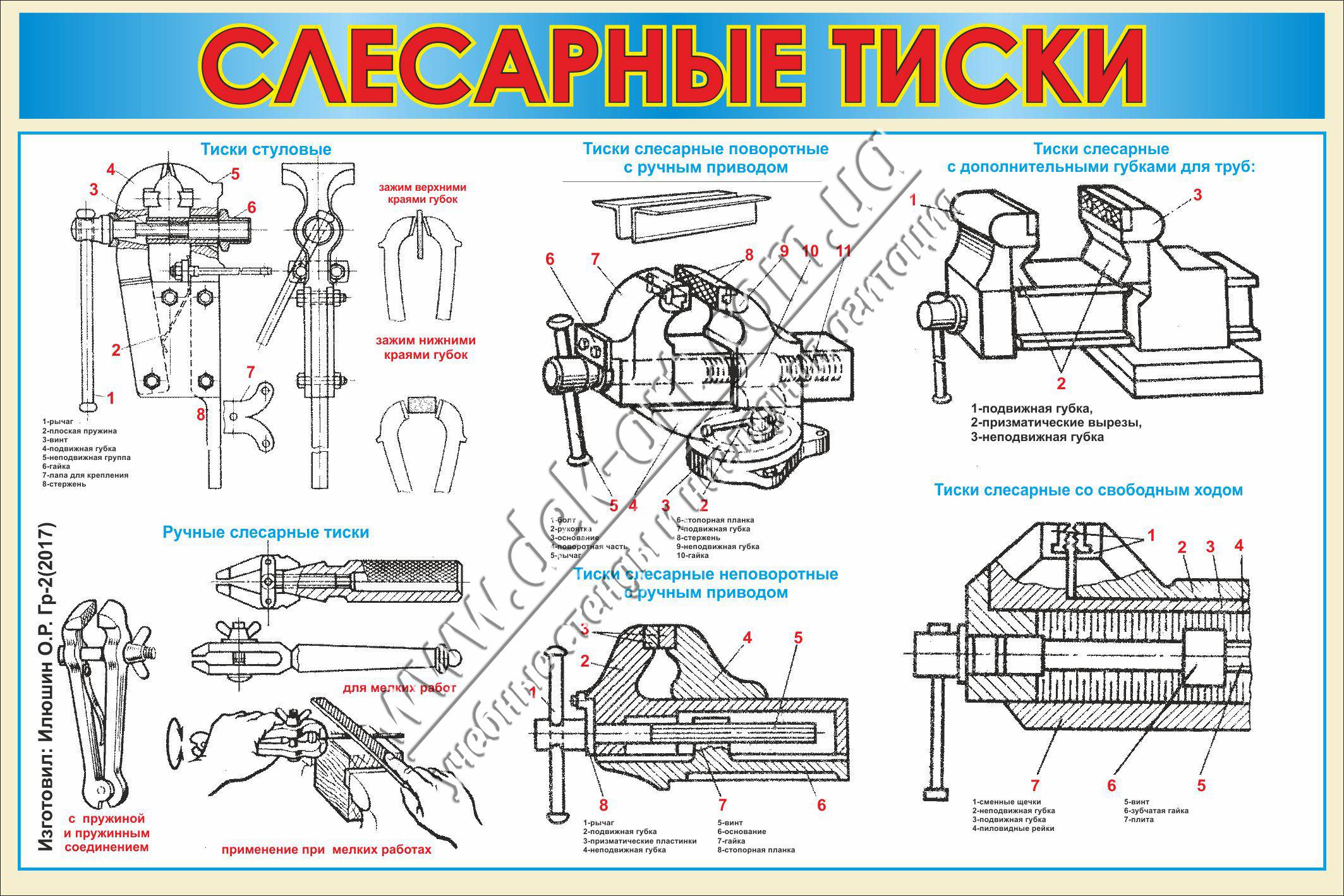
По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных. Заявлено три вида:
- общего назначения;
- с поворотной губкой;
- с дополнительными губками для труб.
Стандарт распространяется на модели с шириной губок 63-200 мм. Предполагаются поворотные и неповоротные варианты изготовления с ускоренным холостым ходом или без него.
Станочные тиски

Инструмент повышенной точности, который отличается от слесарных моделей отсутствием люфта или его малым разбегом. Предназначены для производственных работ.
- Фиксируются на промышленных верстаках для механической обработки крупных деталей.
- Для удобства подстройки деталей чаще оснащены поворотным механизмом.
Делятся на базовые и синусные, дополнительно предусмотрено различное количество осей:
- Базовый или стационарный – деталь крепится перпендикулярно инструменту.
- Синусный – заготовка фиксируется под произвольным углом.
- Многоосевой – поддерживает поворот по нескольким координатным осям.
Доступны и станочные тиски для бытового применения, но они менее габаритны, чем производственные модели.
Ручные тиски

Компактный инструмент для обработки небольших деталей, не нуждается в креплении к столам. Встречаются двух типов, отличающихся системой фиксации.
- С губками – состоит из перемычки с винтом, стальных губ и ручки. Схождение губок достигается путем вращения рукоятки. Конус расположен с обратной стороны, входит между хвостовиками губок, вызывая их сжатие.
- С рычагами – напоминают плоскогубцы с защелкой. Имеют фиксирующий механизм, который состоит из двух рычагов, зажимающих губки.
Столярные тиски

Используются при работе с деревянными и пластиковыми заготовками. Чаще фиксируются винтами к столу или станине. Доступны вариации с фронтальным зажимом.
- К губкам обычно крепятся деревянные прокладки, чтобы удерживать заготовку, не портя при этом поверхность обрабатываемой детали.
- Предусмотрены накладки, чтобы не оставалось следов на деталях из светлой или мягкой древесины.
- Модели с фронтальным креплением подходят для вертикальных поверхностей.
- Встречаются модели с комбинированным устройством зажима – сочетание чугуна и дерева.
Некоторые столярные модели тисков оснащены быстрозажимными винтами для удобства позиционирования подвижной губки и предварительного зажима.
Зажимная сила тисков и на что она влияет
Усилие зажима — это величина, которая отображает эффективность инструмента. Чем больше размер тисков, тем больше величина зажимного усилия. Измеряется это значение в Ньютонах, и чем выше сила сжатия, тем большее усилие понадобится приложить к заготовке, чтобы сдвинуть ее с места.










Зажимное усилие на инструменте для неподвижной фиксации заготовок — это важнейший технический параметр. От этого показателя зависит не просто качество выполнения работ, но еще эффективность и безопасность. Если усилие зажима будет недостаточным, то в процессе обработки заготовка будет перемещаться и вибрировать, что обязательно отразится на качестве обработки. Кроме того, если в процессе работы с заготовкой она изменит свое положение или вовсе вылетит из зажима губок тисков, то может нанести травму мастеру.

Чтобы исключить такие случаи, мастеру необходимо знать следующее:
- Усилие зажима тисков должно соответствовать размеру заготовки
- Чем больше габариты и вес инструмента, тем выше значение прижимного усилия губок
- Работы с заготовками, зажатыми в тисках, следует выполнять исключительно в защитном обмундировании, соблюдая технику безопасности
Оптимальное усилие зажима слесарных моделей среднего размера составляет от 15 до 30 кH.
Это интересно! Величина усилия зажима тисков является прямо пропорциональной значению размера губок.
Инструкция по изготовлению тисков: вариант №2
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.

Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.

Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Как выбрать тиски
При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании. Если инструмент идет неравномерно, риск повреждения заготовок увеличивается
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается. Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности. В моделях с верстаком или станиной визуально проверяется ровность плоскости
Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна. Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.
Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.









Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.
Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.
Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.
Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.