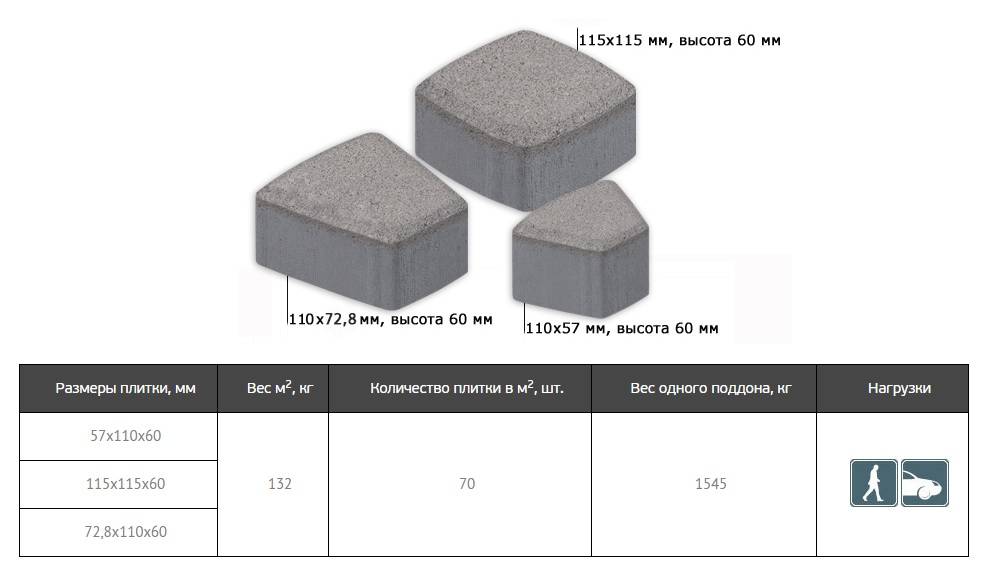
Технологии производства фигурных элементов мощения ФЭМ
Большинство бетонных и железобетонных изделий отливается внутри съемной опалубки. Поэтому классическая технология вибролитья позволяет получить качественный продукт с высокими эксплуатационными свойствами.
Недостатком вибролитой плитки тротуарной является гладкая лицевая поверхность, небезопасная зимой. Поэтому производителями освоен выпуск вибро- и гиперпрессованных элементов ФЭМ, поверхность которых шероховатая по умолчанию.
Вибролитье
Основным нюансом изготовления железобетонного изделия или монолитной конструкции, отливаемой по месту, является обязательное уплотнение смеси после укладки внутрь опалубки штыкованием или насадкой глубинного вибратора (реже виброрейкой).
Поскольку тротуарная плитка имеет небольшие размеры в сравнении с фундаментами, плитами перекрытия, ФСБ блоками, глубинный вибратор в форму не поместится физически. Поэтому применяется технология вибролиться:
- форма, являющаяся по сути миниатюрной опалубкой изделия, устанавливается на вибростол;
- в бетоносмесителе приготавливается смесь из песка, гранотсева, цемента и воды с добавлением пластификатора, красящего пигмента и модифицирующих добавок;
- форма заполняется бетоном, за счет вибраций из конструкционного материала выходит воздух, равномерно перемешиваются компоненты, цементное молочко перемещается к стенкам формы.

Полуавтоматическая линия вибролитья.
Тротуарная плитка вибролитая получается гладкой, окрашивается в массе, имеет стабильную геометрию. Однако извлечь ее из формы сложно, поэтому изделие помещается к горячую воду (40 – 70 градусов) на несколько минут. Полимерная форма расширяется и легко снимается с готового элемента ФЭМ.
Энергозатраты производства невелики, количество ручного труда при перекладке плитки в ванну, складировании выше, чем в других технологиях.
Для повышения ресурса, качества окрашивания и УФ-стойкости в технологию внесли корректировки:
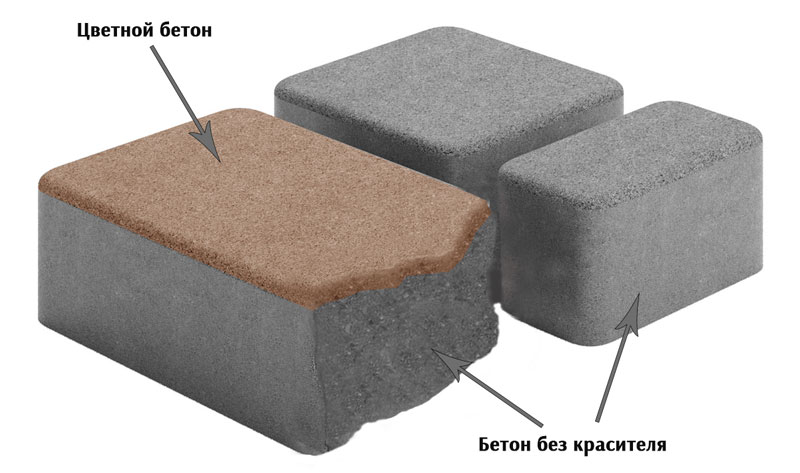
- цветной бетон для лицевого слоя замешивается отдельно – консистенция сметаны, пропорции 1/1/1/0,02 по массе (цемент, гранотсев, песок, диспергатор, соответственно), пигмент в зависимости от колера;
- серый бетон для основы приготавливается в другой бетономешалке – соотношение 1/8/3 (вода, смесь ПГС, цемент, соответственно), 0,01 часть пластификатора.

Двухслойная цветная плитка.
В форму укладывается цветная смесь, через 20 – 30 секунд добавляется серая основа. Через 30 секунд вибродвигатель отключается. Согласно технологической карте на сушку ФЭМ отводится 3 недели, после чего ей можно мостить тротуары и паркинги.
Вибропрессование
Технология существенно отличается от предыдущей методики, основным оборудованием является вибропресс. Смесь подается из бетономешалки в матрицу, формируется в готовое изделие пуансоном, отбрасывается специальным механизмом на конвейер или поддон в зависимости от объемов производства.
В отличие от резиновых и полимерных многооборотных формочек хороший вибропресс показывает производительность 20 элементов ФЭМ в минуту. Не возникает проблем с расформовкой, практически полностью отсутствует ручной труд. Применявшаяся ранее пропарка продукции ничего, кроме повышения себестоимости тротуарной плитки, не приносила. Поэтому в настоящее время не используется, так как практически не влияет на процесс гидратации цементного камня.
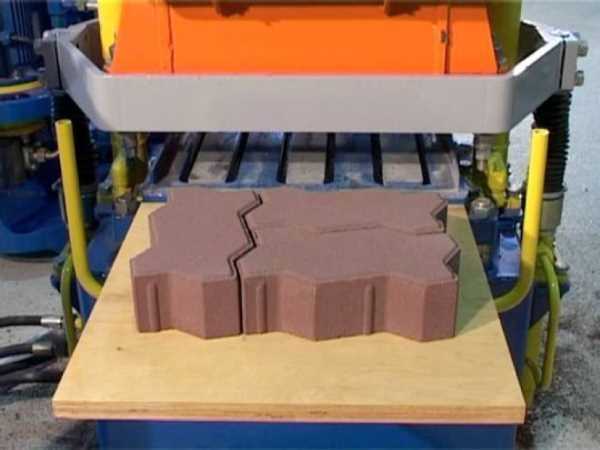
Вибропресс для брусчатки.
Методом вибропрессования так же можно изготовить двухслойную плитку. Ее качество получается выше, так как слои не могут перемешаться при кратковременном приложении давления, а воздух полностью удаляется из смеси.
Гиперпрессование
Характеристики оборудования в данном случае гораздо выше. У разных производителей пуансон давит на смесь внутри матрицы с усилием 0,2 – 0,4 МПа, начальная прочность конструкционного материала составляет 2 – 4 МПа. Поэтому распалубка сразу после формовки прессом не опасна для готового, но не набравшего прочность изделия.

Станок для производства гиперпрессованной плитки.
Поверхность гиперпрессованного продукта гладкая, поэтому возможны проблемы скольжения в дождь и зимой. Огромное давление обеспечивает высокую прочность, низкую водопроницаемость.
Внимание: Обрабатываемость брусчатки гиперпрессованной практически нулевая. Поэтому следует использовать простые схемы укладки, покупать коллекции плитки с половинками в комплекте
Состав цементно-песчаной смеси и технология вибропрессования тротуарной плитки

Технология вибропрессования тротуарной плитки — это мелкоштучное производство бетонных компонентов покрытий для тротуаров и площадок из полусухой смеси методом формовки (виброусадка состава с дальнейшим уплотнением под специальным прессом). Схематически вибропрессование — это последовательный цикл работ:
- подача полусухого бетона в матрицу (пресс-форму), установленную на вибростоле;
- уплотнение смеси в матрице пуансоном (подвижно-прессующая деталь матрицы);
- параллельная вибрация стола, выдавливающая пузырьки воздуха из бетона;
- извлечение прессованного изделия на поддон для полной просушки.
Технология допускает автоматизацию большинства технологических процессов. Следует также отметить, что существенную роль в производственном цикле играют и промежуточные рабочие процессы — подготовка сырья и изготовление смеси в растворо-бетонном узле, чистка и подготовка форм, точный расчет давления пуансона, а также распалубка, сушка и влажностная обработка готовых изделий.
Каждая партия проходит отбор проб (контроль качества), после чего транспортный пакет формируется, обвязывается, маркируется и складируется до отправки готовой продукции на строительные объекты заказчиков.
Преимущества вибропрессования
Очевидные «плюсы» производства вибропрессованной тротуарной плитки общеизвестны:
- автоматизация и высокая скорость производственных процессов;
- массовый выпуск продукции с единым качеством и техническими характеристиками;
- повышенная прочность и износостойкость продукции;
- возможность выпускать плитку с цветным лицевым слоем и усиленным покрытием из гранитной и мраморной крошки.
Изделия получают устойчивую строгую форму и четкую геометрию. Поверхность плитки не растрескивается, хорошо поддается шлифовке, полировке, бучардированию, а цветовое покрытие максимально устойчиво и сохраняет свою яркость и насыщенность до 25 лет эксплуатации плитки.
Вибропрессованная плитка дешевле вибролитой, имеет шершавую поверхность, выдерживает намного большие нагрузки и более эффективна при мощении тротуаров, технических площадок, городских территорий, складов грузовых терминалов, остановок транспорта.
Особенности процесса вибропрессования тротуарной плитки
При создании цементно-песчаной смеси для вибропрессования тротуарной плитки на 1 куб смеси используется:
- качественный портландцемент по ГОСТ 31108-2003 (I 42.5H) – до 590 кг;
- песок Мкр — до 1640 кг;
- воды — 180±5 литров.
Бетонная смесь имеет минимальное содержание воды (7-11%) и считается тяжелой (от 2000 кг/м3), остается достаточно сухой и пластичной. Это позволяет существенно экономить на расходе цемента и получать продукцию высокой плотности, которая выдерживает нагрузки до 30-50 МПа (слабо истирается) и не менее 200 циклов замораживания/размораживания (минимальное водопоглощение+Б200).








- Объем засыпки готовой смеси в формы регулируется датчиками уровня в зависимости от качаний ящичного питателя и длительности цикла вибрации (в среднем в бункере — 0.1-0.43 м3).
- Уплотнение в зависимости от состава смеси регулируют дисбалансные валы (частота колебаний — до 3000 оборотов).
- Давление прессования сырца пуансонами — не менее 0.2 МПа. Этого достаточно для перемещения и штабелирования отформованных плиток.
Готовая плитка выгружается на поддоны и проходит двухуровневую тепловлажную (паровую) обработку в напольных камерах ТВО: 5-8 часов при +20°С, затем 8-9 часов при +50+55°С. Предварительно требуется 1 час на начальную выдержку, а по достижении пикового нагрева производится постепенное понижение температуры.
Далее готовая плитка пакетируется и обвязывается на поддонах, проходит технический контроль и вывозится на склад.
Источник
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5. На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.
Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.
Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
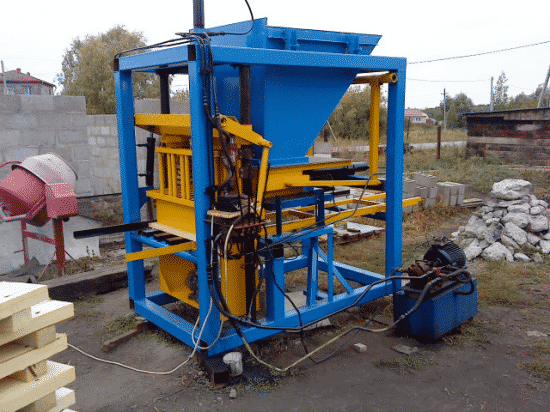
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Производство брусчатки промышленным путем на заводах
Существует брусчатка нескольких видов, которые различаются по материалу, из которого выполнены изделия:
- каменная (гранитная);
- бетонная;
- клинкерная.
Каменную брусчатку выполняют из гранита, мрамора, базальта. Технология производства гранитной брусчатки элементарна: камень распиливают или раскалывают на фрагменты нужной формы или размера.
Клинкерная брусчатка делается из глины. По своей сути – это тот же кирпич, но несколько иной формы и с более высокой прочностью.
Бетонную брусчатку изготавливают из высокопрочного бетона. На технологии ее производства остановимся подробнее.
Отличия брусчатки по типу производства
Оборудование для производства
Перечень используемого оборудования включает в себя специальный вибропресс, с помощью которого выполняется уплотнение смеси, бетоносмесители для приготовления смеси, сушильную камеру и погрузчик. Также для производства брусчатки необходимы специальные формы.
На рынке встречаются формы различной конфигурации: как обычные прямоугольные, так и фигурные или рельефные. Они могут быть выполнены из различных материалов, таких как силикон, пластик, полиуретан:
- Формы из силикона могут быть матовыми или глянцевыми. Они удобны в использовании и довольно долговечны.
- Формы из полиуретана позволяют сделать брусчатку с рельефной поверхностью, и из них легко извлекать материал. Они отличаются хорошей прочностью, но срок их службы намного меньше, чем у форм из силикона.
- Формы из пластика обычно имеют квадратную или прямоугольную форму, могут иметь рельефную поверхность. Срок их службы больше, чем у пластиковых, но меньше, чем у силиконовых.
Стоимость форм зависит от их объема, конфигурации и производителя. Пластиковые формы можно приобрести за 25-65 руб. за 1 шт. Набор полиуретановых форм для производства 20 изделий обойдется в 4-5 тыс. руб.
Состав смеси
Для изготовления 1 м3 бетонной смеси требуется:
- цемент марки 400 или 500 – 500 кг;
- щебень – 1 т;
- песок без примесей – 1 т;
- пластификатор – 2 кг;
- красящий пигмент;
- вода – 250 л.
Пластификатор добавляется в смесь для повышения прочности и износостойкости изделий. Он предотвращает появление пузырьков воздуха и дает возможность производить брусчатку даже при низком температурном режиме.
Отличие технологии
Чтобы замостить двор, совсем не нужно расходовать наличные средства на приобретение готового материала. Можно применять самодельную тротуарную плитку, а станок вибропрессовки даст возможность сделать такое изделие. Основное — выбрать правильно производственные способы брусчатки.
| Брусчатка вибропрессованная | Вибролитье | |
| Геометрическая точность у формы | 100% выдержит чистоту линии | Не гарантирует такой же формы |
| Устойчивость к морозам | Выдержит перепады и крепкое понижение температур | Слабая устойчивость к морозам |
| Продуктивность | Высокая, большой выход плиток за один день | Невысокая, не представляется возможной автоматизация |
| Устойчивость к износу | Высокая, период годности 16 лет и больше | Средняя, период годности до десяти лет |
| Изъяны поверхности | нет | Через чур гладкая внешняя поверхность плитки опасна для передвижения в зимний период |
Изготовитель пытается делать брусчатку вибропрессованием.
- Для обслуживания оборудования не потребуется большой уровень особой подготовки.
- Так как изготовление вибропрессованнойбрусчатки легче, чем вибролитой, то проведением работ занимается один человек, реже — двое.
- База тех. процесса — уплотнение мелкозернистого состава в особых формах путем вибрации.
- Во время замеса в бетонный состав прибавляются усадки, добавки и низкомолекулярные органические вещества.
Данный процесс изготовления не просит инвестиций и применяется застройщиками во время приватного строительства. Тротуарная плитка собственными руками выходит доступнее.










Пошаговое изготовление плитки методом виброусадки ↑
Разберем поэтапно, как сделать тротуарную плитку в домашних условиях по технологии вибролитья. Для изготовления брусчатки потребуется соорудить простой вибрационный стол.
Схема изготовления вибрационного стола
Сооружение вибростола из подручных средств ↑
Вибростол имеет простую в изготовлении и обслуживании конструкцию.
Для его создания понадобятся следующие материалы:
- листовая сталь толщиной 5-10 мм – под столешницу;
- металлический уголок 5*5 см – для создания бортиков на столе;
- швеллер с отверстиями для фиксации мотора;
- трубы 4*4 см толщиной 2 мм – опорные стойки;
- трубы 4*2 см – для изготовления верхних перекладин;
- пластины из металла –формирование подошвы опор;
- пружины, обеспечивающие вибрацию;
- болты и шайбы для фиксации движка;
- электромотор (ИВ-99Е, ИВ-98Е) мощностью 0,5-0,9 кВт;
- электрический кабель, выключатель, розетка.
Последовательность изготовления:
- Все металлические детали обработать антикоррозийной пропиткой.
- Составляющие рамы стола сварить между собой.
Каркас самодельного вибростола
- Собрать столешницу и приварить снизу стойки для мотора.
Размещение стоек для электродвигателя
- Установить мотор – движок не должен касаться земли.
Крепление двигателя к столешнице вибростола
- Выставить стол на ровное основание и закрепить при помощи анкеров или забетонировать.
Вибростол в собранном виде
Подготовка формы и замес раствора ↑
Перед заполнением форму необходимо смазать специальной эмульсией («Лироссин», «Эмульсол») или воспользоваться их заменителями:
- мыльным раствором;
- растительным маслом;
- моторным маслом.
Раствор замешивается в определенной последовательности с соблюдением временных рекомендаций:
- Сначала перемешивается песок, пластификатор и краситель. Время замеса – 30-40 секунд.
- К сухой смеси добавляется щебень и цемент. С таким составом бетономешалка работает еще одну минуту.
- Затем постепенно вводится вода до получения достаточно плотной консистенции.
- Завершающий этап – добавление фиброволокна и повторный замес в течение одной минуты.
Добавление компонентов раствора в бетономешалку
Смесь для плитки, изготовленная своими руками, должна не стекать по мастерку, но в тоже время легко заполнять форму.
Вибролитье и сушка тротуарной плитки ↑
Технология формовки брусчатки:
- Смазанные формы выставить на вибростол и залить в них раствор.
- Включить режим вибрации на 5 минут.
- При появлении белой пленки на поверхности смеси двигатель отключить. Чрезмерное встряхивание может спровоцировать расслоение раствора.
- Заготовки переставить на стеллажи, накрыть полиэтиленовой пленкой и оставить на 2-3 дня. Обязательно проконтролировать ровность поверхности стеллажей. Если плитка высохнет под уклоном, то ее не получится уложить равномерно на дорожку.
Распалубка самодельной тротуарной плитки
Распалубка готового изделия и очистка форм ↑
Когда бетон схватится, плитку можно вынимать из формы. Для облегчения извлечения пресс-форма с заливкой опускается в емкость с разогретой до 60°-70°С водой. Спустя пять минут готовое изделие выбивается резиновым молотком на мягкую поверхность – можно расстелить старое покрывало.
«Сырая» плитка досушивается на тех же стеллажах еще 7 дней, потом складывается в паллеты и набирает окончательную твердость спустя месяц. Только после этого материал готов к облицовке дорожек.
Отработанные формы залить соленым раствором (на 1 литр воды 30 грамм поваренной соли), прочистить, прополоскать и выставить на просушку.
Тротуарная плитка с речными камушками
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.








Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Прочность и долговечность плитки напрямую зависят от того, насколько правильно был создан материал, точно ли соблюдена технология, использовались ли качественные материалы. Поэтому при покупке лучше доверять проверенным производителям, которые могут предоставить сертификаты и гарантию на товар.
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Выбирая тротуарную плитку, произведенную методом вибропрессования, необходимо обратить внимание на ее физические характеристики – важны цвет, вес, размер, форма, рисунок и т.д. В данном случае ориентируются исключительно на личные предпочтения и требования.. Что же касается качества материала, то тут есть некоторые нюансы
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.