Предпринимателям на заметку
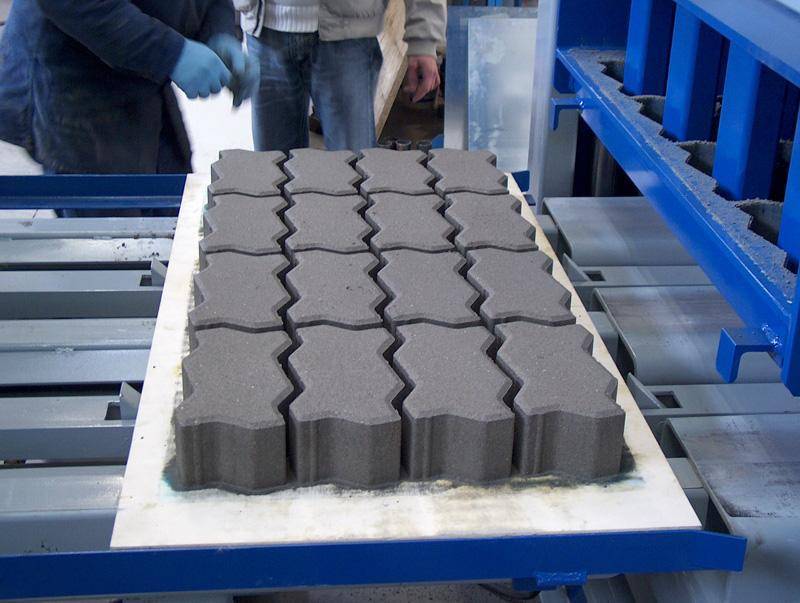
Вибролитье осуществляется путем заливания бетонной смеси в специальные пластиковые или резиновые формы.
 Начало процесса изготовления плитки это заливание бетонной смеси в форму
Начало процесса изготовления плитки это заливание бетонной смеси в форму
Основу раствора составляют песок, цемент, вода, щебень и пластификатор. Затем уложенная масса в течение нескольких минут подвергается вибрации на автоматически действующей станине. Это специальная площадка в виде стола с расположенным внизу вибратором.
В результате такого воздействия, раствор становится более плотным и равномерно распределенным. Через несколько дней он застывает и каменеет.
Специалисты советуют, настаивать смесь в теплом месте, например, в термокамере, не меньше 48 часов. Тогда она становится более прочной.
Метод использования вибролитья ручной и имеет много положительных аспектов:
- Тротуарная брусчатка получается гладкой и ровной, с блестящей поверхностью. Она не так крошится, как вибропрессующее изделие, и имеет длительный срок эксплуатации, достигающий 15 лет.
- Если в бетонный раствор добавить специальные красители, можно получить изделие всевозможных цветов и оттенков.
- Наличие специальных добавок, например, пластификаторов и модификаторов, увеличивает морозоустойчивость продукции.
- Это простая и гибкая технология, позволяющая производить незначительное количество партий с необычной текстурой брусчатки. Разнообразие форм дает возможность реализовать оригинальные дизайнерские задумки.
- Готовая продукция идеально подходит для укладки усадебного участка или частного дворика. Вибролитую плитку часто выбирают собственники ресторанов, магазинов или кафе. Таким способом изготавливается не только тротуарная плитка, но и водоотливы, и бордюры.
Вибропрессованная тротуарная плитка — что это такое?
Данная разновидность бетонных изделий производится путем прессования при участии оборудования, подвергающего материал воздействию вибрации. Используется цемент наивысшей марки (М500), что способствует упрочнению смеси. Кроме того, в состав входит песок и щебень. Это также повышает сопротивляемость изделия воздействию существенного давления. Плитка отличается способностью противостоять деформационным нагрузкам. При этом трещины в процессе эксплуатации не образуются.
Еще одной характеристикой вибропрессованной плитки является морозостойкость. Это обусловлено тем, что в процессе производства используется минимальное количество воды. В результате готовое изделие не отличается подвижностью. Это способствует сохранению целостности покрытия, увеличению срока эксплуатации.
При длительном контакте с водой материал не впитывает влагу. Благодаря этому он выдерживает воздействие низких температур и влияние перепадов температур. Влагостойкость материала обеспечивается еще и благодаря тому, что в состав входят гидрофобизаторы. Поверхность таких изделий не теряет привлекательность в течение длительного периода, т. к. характеризуется стойкостью к истиранию. Эти свойства обусловлены наличием в составе пластификаторов.
При выборе методики производства плитки учитывают тип поверхности. Например, изделия, которые получены по технологии вибропрессования, характеризуются шероховатостью. Они отличаются между собой по качеству: на некоторых присутствуют мелкие дефекты, что является особенностью производства, перепад высот в разных точках может достигать 2 мм. Отличие вибропрессованной плитки заключается в том, что на выходе получают изделия с ровными краями, при этом погрешность минимальная — до 0,5 мм.
Толщина варьируется в пределах от 3 до 7 см. Более тонкую плитку выбирают для облегченных условий эксплуатации: с целью укладки на участках с минимальной и умеренной механической нагрузкой. Аналоги толщиной до 6,5 см применяют для мощения участков, на которые оказывается повышенное давление: перемещаются легковые автомобили. Использование аналогов до 7 см толщиной оправдано в случаях, когда выполняется монтаж покрытия, предназначенного для перемещения грузового транспорта по нему.
Если в партии при осмотре обнаружены экземпляры с более выраженными дефектами (углубления до 6 мм), с заусенцами, это значит, что материал произведен по другой технологии. Вибропрессование исключает вероятность появления подобных проблем.
Как она изготавливается?
Такая тротуарная плитка лучше, потому что процесс ее производства полностью автоматизирован. Это значит, что дозирование и соединение компонентов, а также дальнейшее прессование производится без участия человека. Соответственно, качество окрашивания таких изделий выше. Еще одним преимуществом является использование полусухих смесей. Эти основные моменты обеспечивают проявление улучшенных свойств материала: прочности, морозоустойчивости.
Подробнее о технологии производства:
- используются пресс-формы;
- емкости установлены на станине, которая подвергается воздействию вибрации;
- одновременно на материал давит пуансон, который тоже вибрирует, усиливая действие вибростола;
- механическое давление на бетонную смесь оказывается до момента, пока она не будет максимально уплотнена;
- затем пуансон извлекается, емкость удаляется, на столе остается только готовое изделие.
Отличные показатели качества такой плитки обусловлены тем, что при производстве используются формы с ровными стенками. Под воздействием вибрации материал плотно прилегает к емкости, в результате заготовка повторяет ее форму. Значит, вероятность появления заусенцев и других дефектов на боковых стенках минимальная.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.









Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
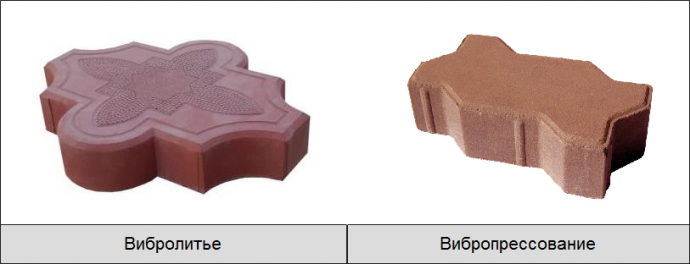
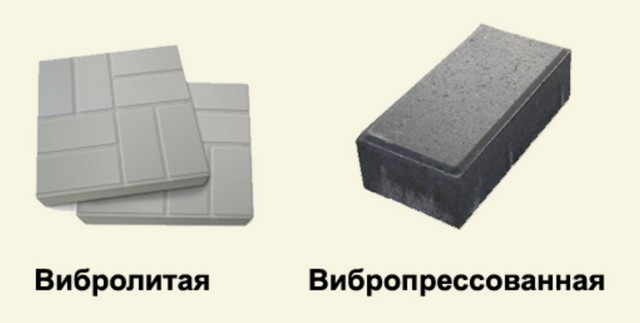
Выбираем тротуарную плитку: вибролитьё или вибропрессование?
Вся тротуарная плитка с виду одинаковая, но на самом деле плитка плитке рознь. Всё зависит от того, каким способом она изготовлена – вибролитьём или вибропрессованием. И у той, и у другой технологии есть свои плюсы и минусы. Рассмотрим их.
 Вся тротуарная плитка с виду одинаковая, но на самом деле плитка плитке рознь. Всё зависит от того, каким способом она изготовлена – вибролитьём или вибропрессованием. И у той, и у другой технологии есть свои плюсы и минусы. Рассмотрим их.
Вся тротуарная плитка с виду одинаковая, но на самом деле плитка плитке рознь. Всё зависит от того, каким способом она изготовлена – вибролитьём или вибропрессованием. И у той, и у другой технологии есть свои плюсы и минусы. Рассмотрим их.
Вибролитьё
Бетонная смесь заливается в пластиковую форму и ставится на вибростол. Приставка «вибро» неслучайна: стол находится в постоянной вибрации. Для чего это необходимо? Для того чтобы смесь лучше утрамбовалась. Далее форму отправляют в тёплое место, где по истечении 12 часов заготовка обретает форму плитки.
Плюсы, которыми обладает технология вибролитья:
- Гладкая поверхность плитки.
- Возможность изготовления плитки любой формы и с любой фактурой поверхности.
- Окрашиваемость в различные цвета.
Нельзя не указать и на минусы вибролитой тротуарной плитки. Особенно явными они становятся в наших суровых климатических условиях. К таковым недостаткам относится невысокая прочность и низкая морозостойкость. Правда, при включении в состав бетонной смеси специальных морозоустойчивых и укрепляющих добавок эти недостатки удаётся свести к минимуму.
Минусом следует считать и довольно высокую себестоимость плиток, а также продолжительный процесс изготовления. Посудите сами: для того чтобы заготовка превратилась в полноценную плитку, должно пройти не меньше 12 часов. Таким образом, изготовление даже одной партии тротуарной плитки превращается в затяжной процесс.
Вибропрессование
Бетонная смесь укладывается в пресс-форму, также находящуюся в постоянной вибрации. Сверху на форму оказывается давление в 30-35 атмосфер при помощи такой детали, как пуансон. Она точно входит в пресс-форму детали и тоже находится в постоянной вибрации. Процесс не прекращается до тех пор, пока не наступит полное уплотнение бетонной смеси.
Хоть вибропрессованная плитка и не отличается гладкой поверхностью, не может похвастаться разнообразием форм и цветов, она обладает целым рядом преимуществ.
- Прочность и морозостойкость. В отличие от вибролитой, эта плитка может прослужить десятилетия.
- Быстрый и автоматизированный процесс производства. На изготовление одной партии тротуарной плитки требуется всего 5-8 часов.
- Себестоимость вибропрессованной плитки невысока. Для её производства требуется меньше цемента и добавок.
Выбор очевиден
Учитывая всё вышеперечисленное, получается, что выбор вибропрессованной плитки выгоднее. Если вам нужна прочная и долговечная плитка, которая на протяжении долгих лет будет добросовестно выполнять поставленную перед ней миссию, то лучше вибропрессованной не найти. В том случае, если тротуар, прежде всего, должен выполнять декоративную функцию, лучше предпочесть вибролитую плитку. Но будьте готовы к тому, что менять её придётся каждые 3-4 года.
Вибропрессованная плитка представлена на строительном рынке России довольно богато, тогда как вибролитая занимает небольшую нишу. И такой расклад вполне оправдан.
Сырьевая база и технология производства
igorkznУчастник FORUMHOUSE
А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?

Елена МасловаДиректор по развитию завода Цемсис
Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях. Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».
– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
При автоматическом способе производства методом вибропрессования, в отличие от вибролитьевого метода, состав бетона проектируется под различные области эксплуатации согласно ГОСТ 17608-2017 «Плиты бетонные тротуарные».
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.
Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.







Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.

Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.

Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.

Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.









Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?

При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.

Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.
Заключение
При выборе тротуарной плитки следует сравнивать по возможности все характеристики и параметры в комплексе, а не только цену самого стройматериала. Не следует забывать о самой укладке, эксплуатационных расходах, возможности ремонта или демонтажа и повторной укладки.
Что бы вы не выбрали, прочную и долговечную вибропрессованную плитку или вибролитую с ее многообразием расцветок и форм, не забывайте, что надежность и долговечность мощеного участка зависит от качества укладки.
Источник статьи: http://tplitka.com/trotuarnaya-plitka/vibrolitaya-ili-vibropressovannaya