Технология изготовления
Несмотря на название, сама технология производства газобетона довольно простая и состоит она из нескольких частей.
Основная часть технологий
Характерной чертой представителей этой группы бетонов является их ячеистая структура. Пузырьки газа занимают в них до 85% объема, поэтому все ячеистые бетоны имеют довольно малый объемный вес.
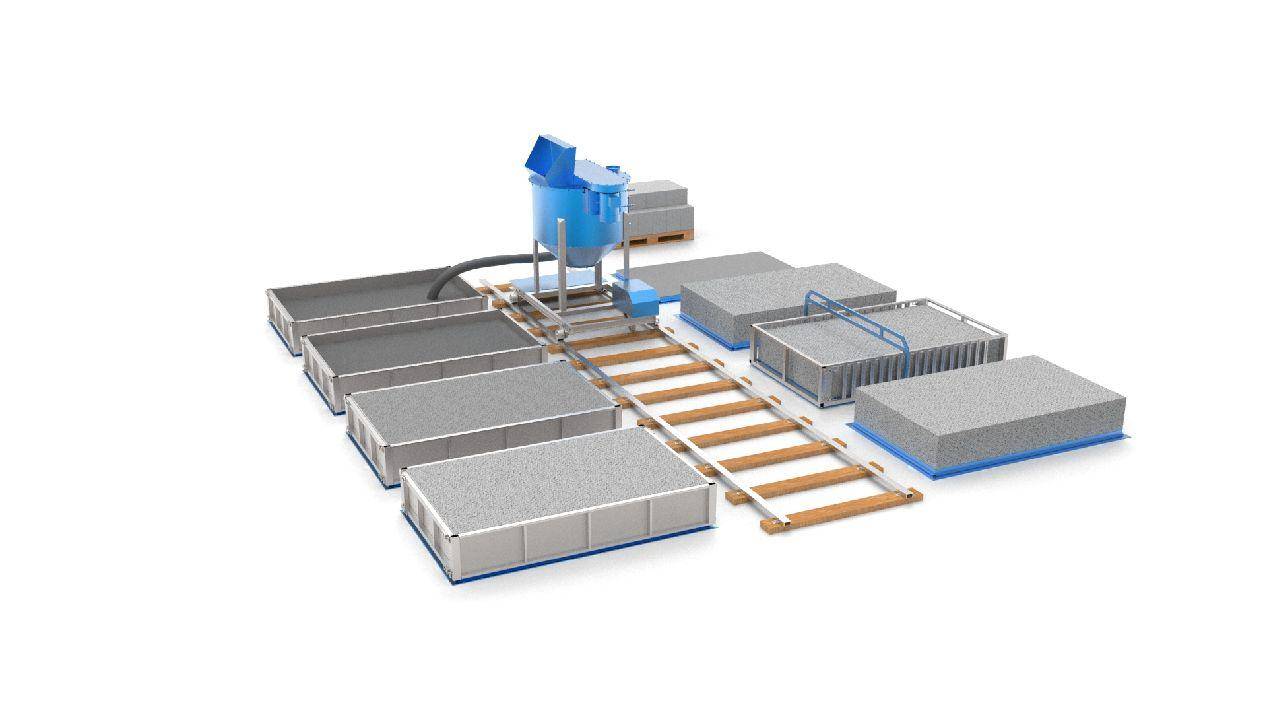
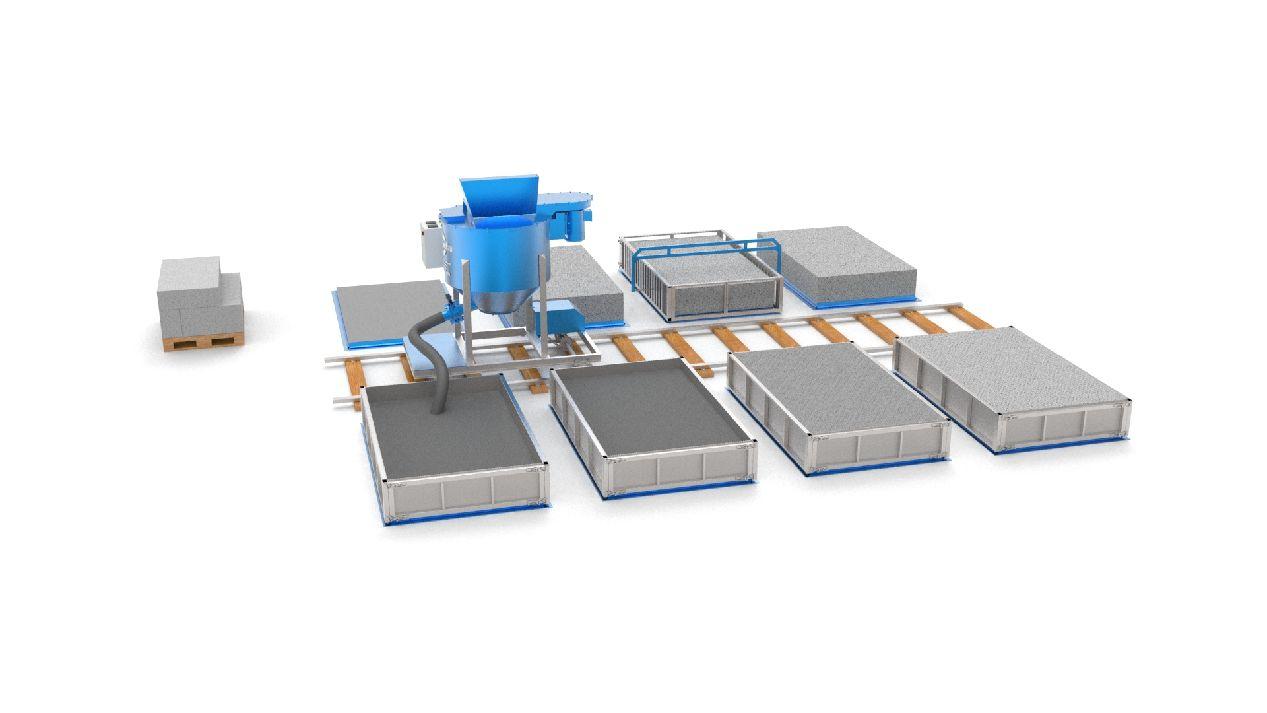
Все исходные материалы для газобетона (воду, известь, цемент и кварцевый песок) размешивают в газобетоносмесителе в течение 4-5 минут готовится смесь, затем в неё добавляют в небольшом количестве водную суспензию алюминиевой пудры, которая вступает в реакцию с известью. Продуктом реакции является водород, который и образует в сырьевой массе огромное количество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно пронизывают весь материал.
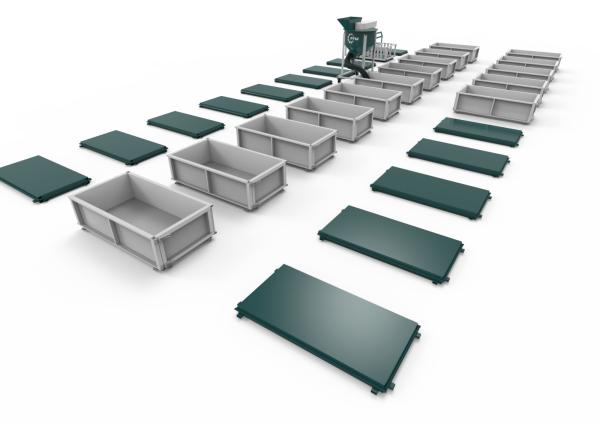
Сразу же после добавления этой алюминиевой пасты смесь переливают в специальные металлические емкости (см. выше установку), в которых и проходит само вспучивание. Для ускорения данных химических реакций, а также схватывания и твердения полуфабрикат подвергают вибрационным нагрузкам. После того как газобетон достигает стадии предварительного своего затвердения, с верхушки застывшей смеси проволочными струнами срезают неровности, а оставшуюся массу берут и разрезают на блоки равного размера. Полученные газобетонные блоки проходят тепловую обработку в автоклаве (см. ниже). Затем полученные блоки калибруют благодаря специальной фрезерной машины.
Автоклавная обработка газобетона
Автоклавирование материала является важным этапом, который улучшает свойства газобетонных блоков. Уже сформированные и разрезанные на блоки газобетон помещают в специальные автоклавные камеры, в которых они в течение 12 часов в условиях повышенного давления (12 кг/см²) обрабатываются насыщенным водяным паром при температуре 190°С.
Газобетон автоклавного твердения является более прочным, дает значительно меньшую усадку, имеет более однородную структуру, а также может применяться в различных областях строительства в качестве основного строительного, звукоизолирующего и теплоизолирующего материала. Коэффициент теплопроводности автоклавного газобетона – 0,09-0,18 Вт/(м·°С). Благодаря такой теплопроводности газобетонных изделий в российских климатических условиях можно (за исключением северных районов) возводить однорядные стены толщиной 375-400 мм, которые не требуют дополнительного утепления.
Газобетон можно изготавливать и неавтоклавным методом. В таком случае затвердение происходит в естественных условиях. Для такого производства уже не будет требоваться современное высокотехнологичное оборудование, поэтому его можно производить даже своими руками в домашних условиях, но он будет менее прочен. Усадка неавтоклавных газобетонных блоков при эксплуатации составляет 3-5 мм/м, в то время как автоклавных – 0,3-0,5 мм/м. Прочность автоклавного – 28-40 кгс/ м², неавтоклавного – 10-12 кгс/м².
Обычный газобетон производится существенно реже, чем автоклавный, но опять же его можно делать в домашних условиях, т.к. не требуется никакого сложного оборудования для этого.
Общая технология изготовления газобетонных блоков
Технология производства газобетона кажется очень простой. Кстати, не следует путать этот строительный материал с пенобетоном – они разные, хотя и похожи. Принцип, на котором основан технологический процесс, состоит в химической реакции, возникающей в смеси, состоящей из следующих ингредиентов:
- цемент портланд марки М400 или М500 – 90 кг;
- песок речной или карьерный строительный – 375 кг;
- известь гашеная – 35 кг;
- алюминиевая пудра – 0,5 кг;
- вода технической очистки – 300 л.
Эти количества компонентов смеси ориентировочно соответствуют выработке одного кубометра газобетона. Точные значения подбираются исходя из качественных показателей сырья, которые могут отличаться для песка (по илистости) и цемента.
Роль газообразователя играет алюминиевый порошок. Именно он вступает в реакцию с другими химически активными элементами. В результате взаимодействия реагентов происходит образование солей (алюминатов кальция) и выделение водорода, равномерно насыщающего весь объем материала.
Виды технологических схем производства газоблоков
Технологии условно можно разделить на два основных метода: неавтоклавный и автоклавный.
Производство неавтоклавного газобетона включает следующие этапы:
- Дозирование, то есть взвешивание и отмеривание ингредиентов, включая нагретую до 45 градусов воду.
- Перемешивание состава.
- Выгрузка смеси в специальные формы опалубочного типа. При этом следует помнить о том, что газобетон будет «всходить» подобно тесту, поэтому заполнение – не более, чем на половину объема.
- Вызревание, то есть ожидание подъема уровня раствора в формах. Этап длится примерно 6 часов. В течение этого времени можно устранить излишки газобетона, если материал поднимется выше верхних кромок форм.
- Выдержка. В течение 16 часов газобетон набирает предварительную прочность.
- Отправка блоков на склад. Там им предстоит пролежать еще от двух до трех дней.
- Упаковка. Чаще всего газобетонные блоки ставятся на паллеты и затягиваются термоусадочной или стретч-пленкой. Иногда для лучшей фиксации дополнительно применяется полипропиленовая лента.
Автоклавная технология производства газоблоков отличается от описанной тем, что к перечисленным фазам добавляется еще одна – обработка в термобарической камере. В ней при температуре 200 °C, под давлением 12 кг/см² производится пропаривание изделий для придания им большей прочности. Выдерживание в течение 28 суток является обязательным этапом и при автоклавной технологии.
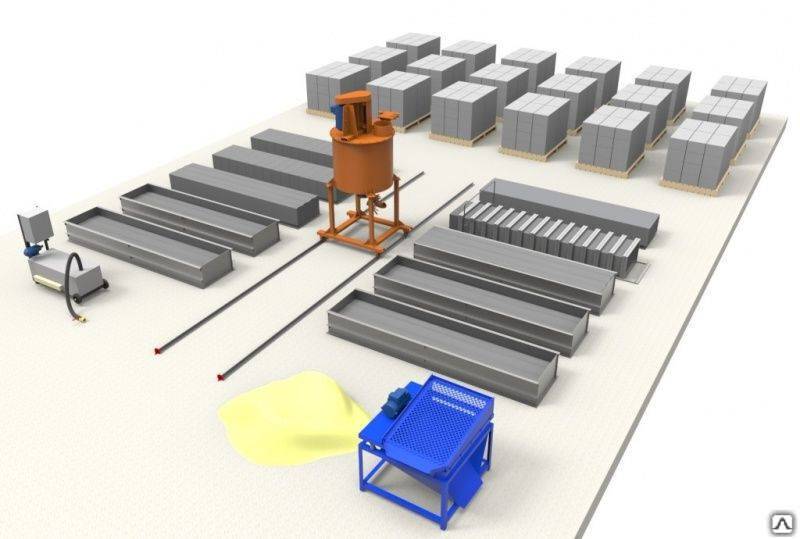
Помимо критерия термобарической обработки, существует классификация по структуре технологической схемы. Как правило, оборудование для производства газобетонных блоков, за исключением самых примитивных способов организации, объединено в линии. В зависимости от требуемой производительности и выбранного режима сменности персонала, они могут принимать следующие формы:
- Мобильная установка. Представляет собой передвижной станок-полуприцеп с компрессором. Устройство практически непригодно для коммерческого использования по причине низкой производительности. Предназначена установка для использования при частном строительстве.
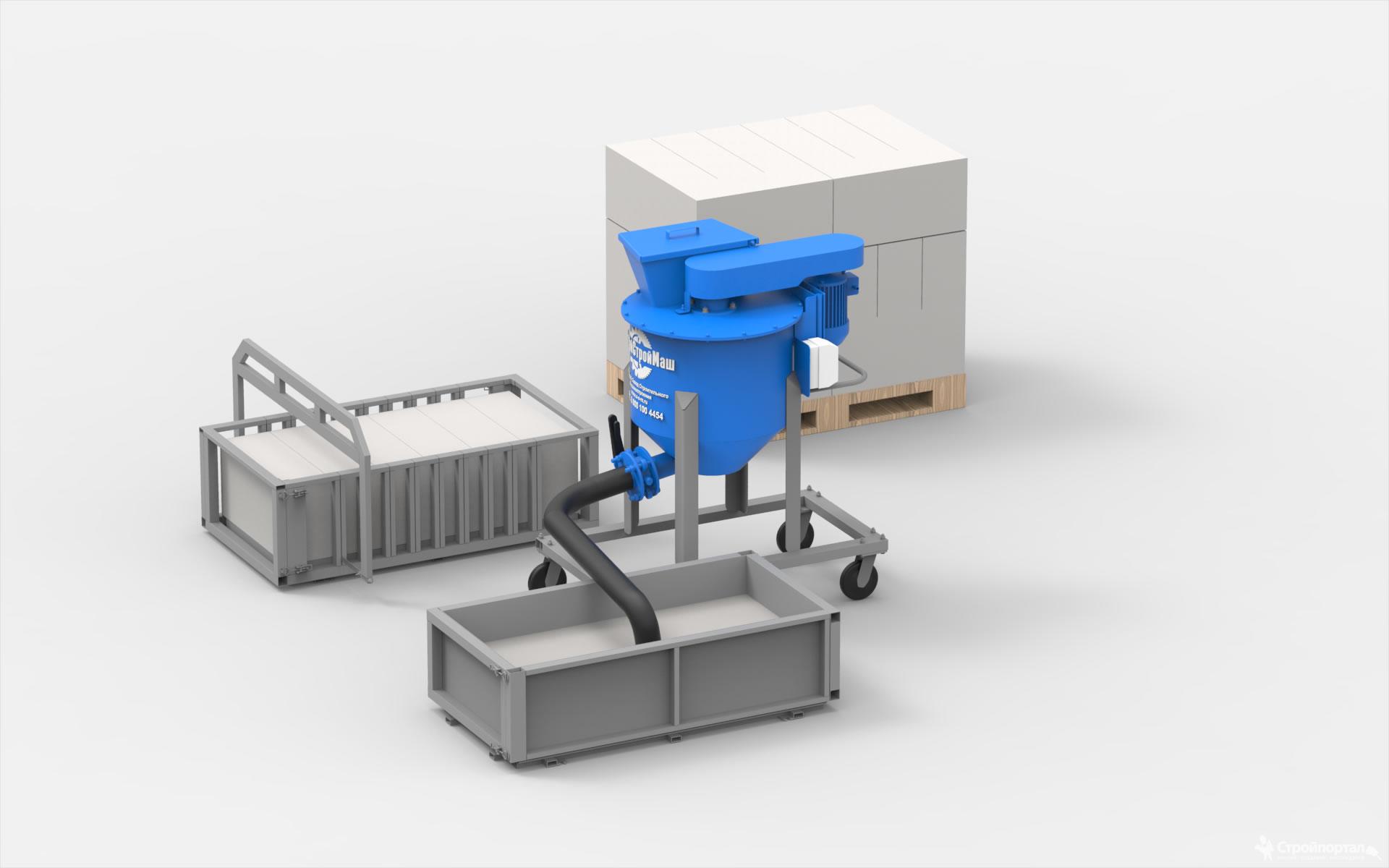
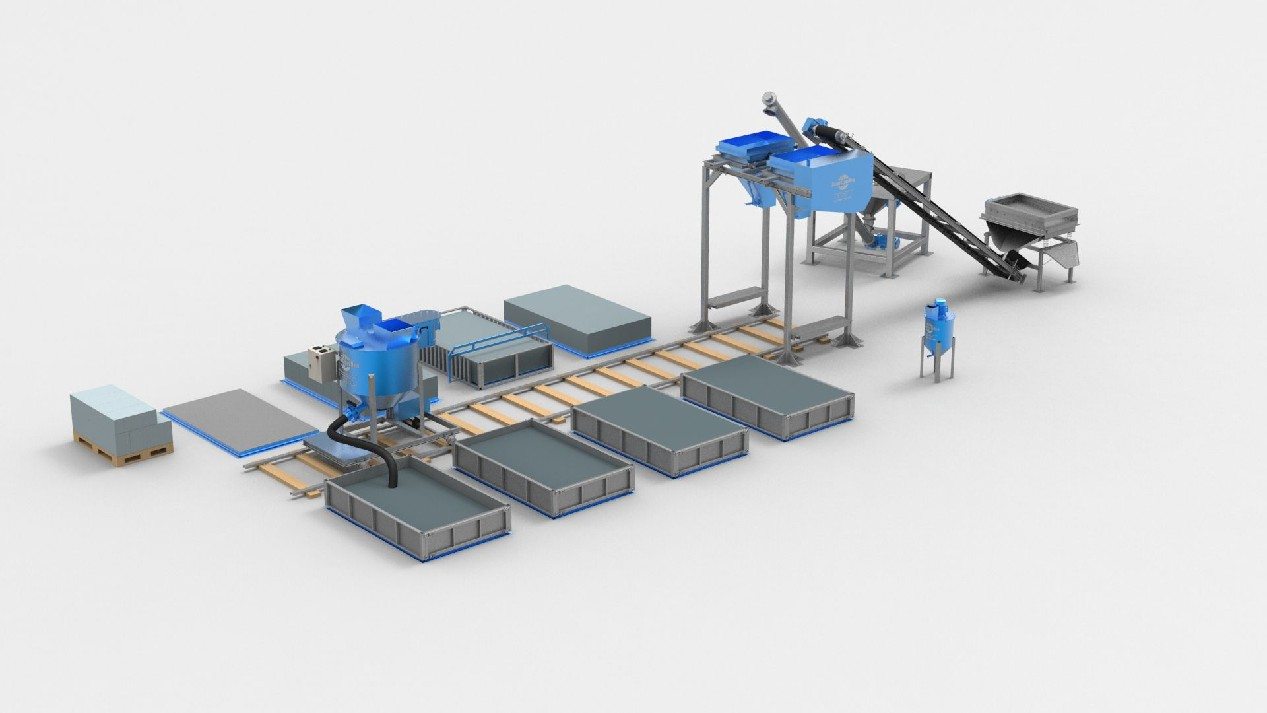
- Мини-линия. Обычно рассчитана на изготовление до 15 м³ блоков за сутки. Смеситель, представляющий собой обычную бетономешалку, может передвигаться к стационарным формам. Другой вариант – раствор заливается вручную ведрами. Такая схема используется начинающими производителями из соображений минимизации начальных вложений. Большая площадь не нужна – хватает 150 м². Труд в значительной степени ручной.
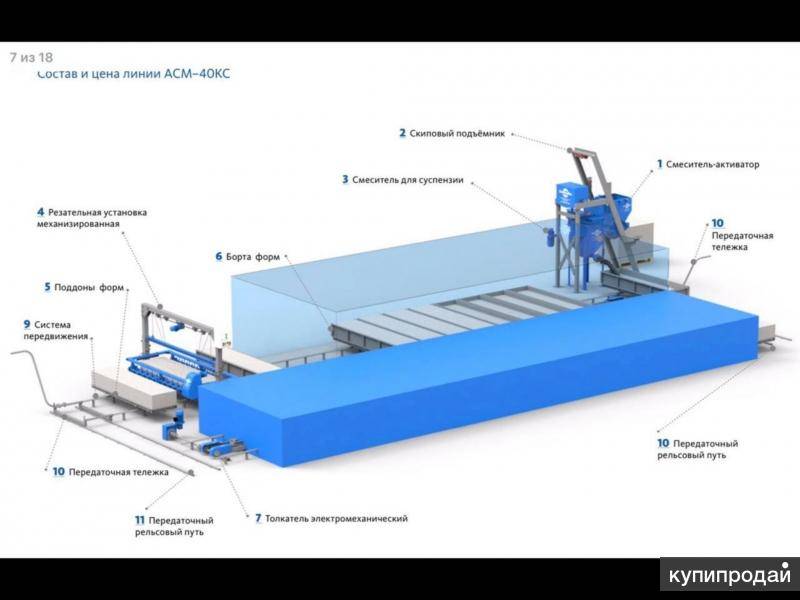
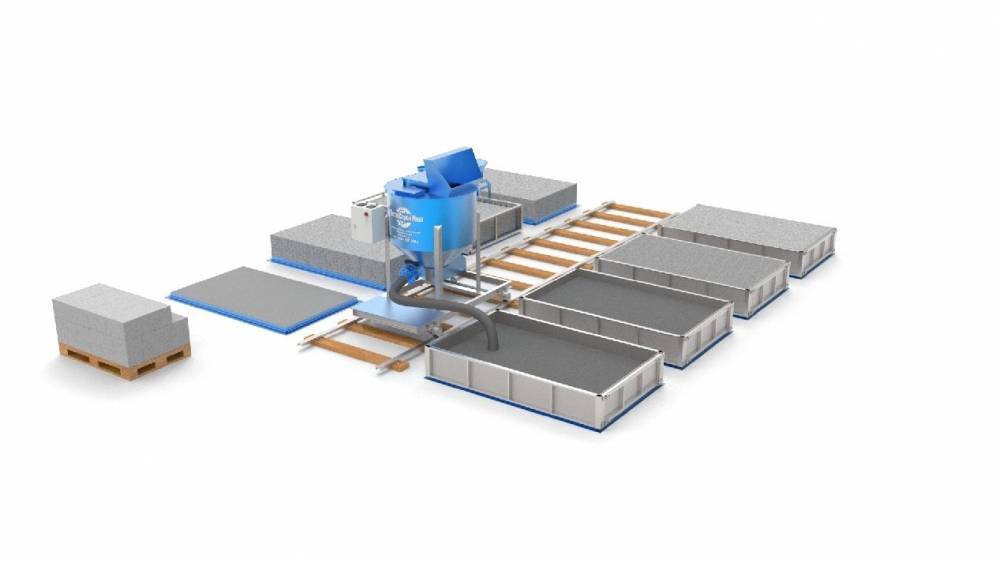
- Мини-завод. Более развитая форма мини-линии с комплексной механизацией процессов. Может производить до 25 кубометров блоков. Включает резательный комплекс, водонагревательную емкость и рельсовые направляющие для перемещения форм.
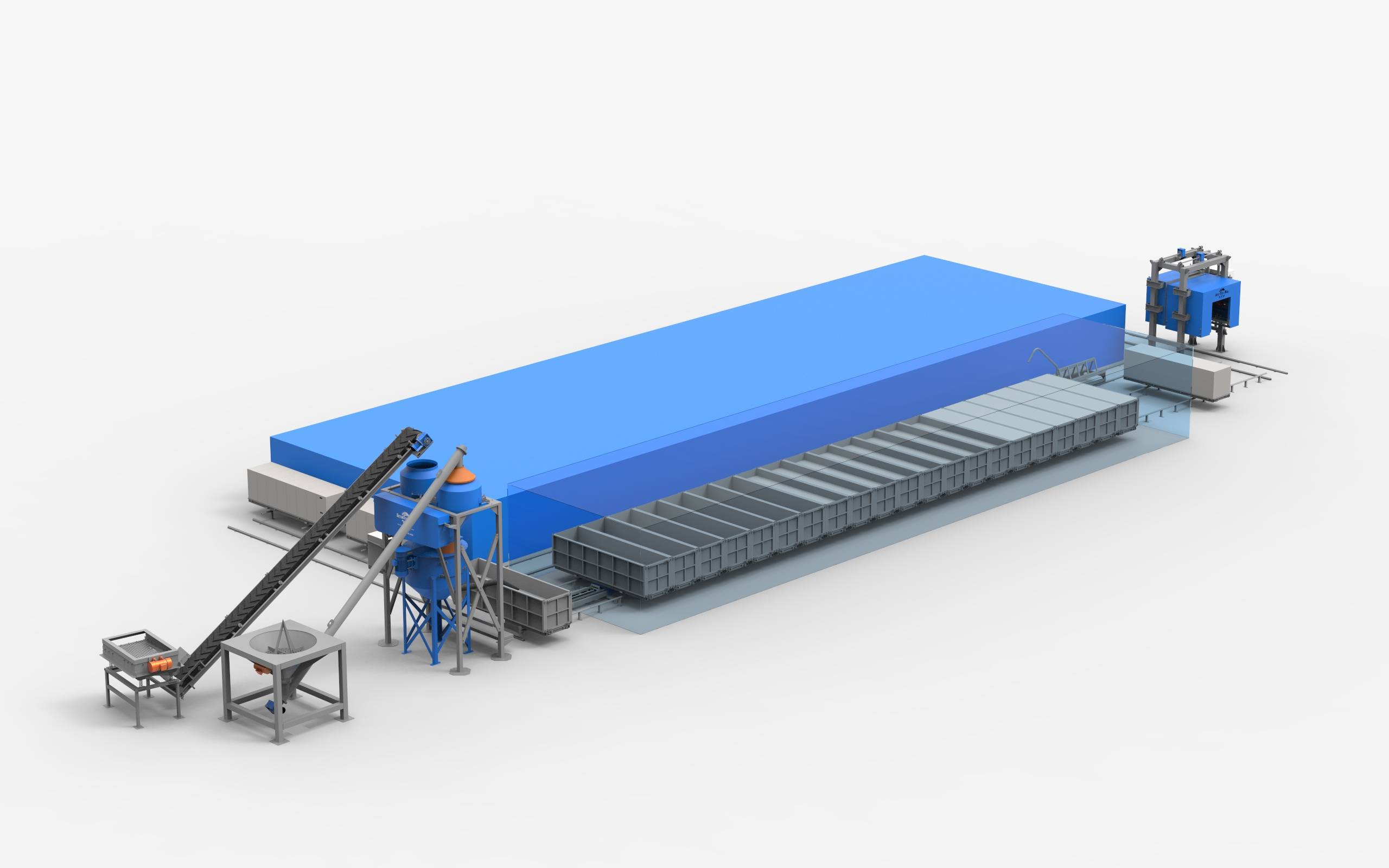
- Стационарная линия. Такая схема обычно применяется при производительности 60 м³ в сутки. Подвижными элементами являются формы, а смеситель устанавливается неподвижно. Требуемая производственная площадь – от 500 кв. м. Применяются рольганги или ленточные транспортеры.
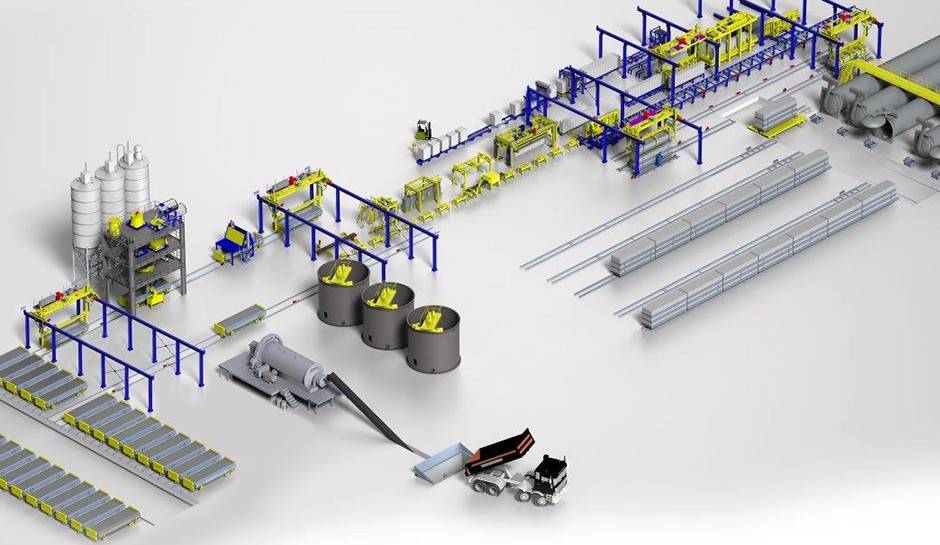
- Конвейерная линия. Схема характеризуется высокой производительностью – от 15 до 150 кубометров готовой продукции. При этом продолжительность технологического цикла остается неизменной по причине того, что темпы газообразования и отвердения раствора не зависят от оборудования и его расположения. Требуется более просторный склад для отстаивания продукции. Конвейерный принцип позволяет автоматизировать большинство процессов. Штат обслуживающего персонала – от 8 сотрудников и более.
Сырье, используемое при производстве газобетона
Одним из основных вопросов при производстве газобетона является сырье и его поставщики. Составляющими при изготовлении являются:
- вода, в количестве — 250-300 л на 1м3 газобетона, температурой 40-60 гр.
- портландцемент, в количестве — 260-320 кг на 1м3 газобетона.
- наполнители, в количестве 250-350 кг на 1м3 газобетона, в его качестве может быть использованы песок речной или карьерный,
- ускоритель твердения,
- каустическая сода
- газообразователь, в количестве 0,5-0,7 кг на 1 м3 газобетона, в его качестве выступает алюминиевая пудра.
Ваша задача найти выгодных поставщиков сырья в вашем регионе.
Сырье для газобетона
Технологией производства газобетона предусмотрено использование песка, цемента, извести, воды и газообразователя. Процентное соотношение компонентов указано в нижеследующей таблице. Таблица 2. Соотношение компонентов в составе газобетонной смеси



| Наименование сырья | Массовая доля в % |
| Портландцемент М400 или М500 | 50 — 70 |
| Алюминиевая паста | 0,04 — 0,09 |
| Известь негашеная кальциевая | От 1 до 5 |
| Песок карьерный | От 20 до 40 |
| Вода | 0,25 – 0,8 |
Алюминиевая паста добавляется в разведенном виде. Ее смешивают с водой в соотношении 10:1. Объем воды для приготовления алюминиевой суспензии берется из общего количества. Раствор непрерывно перемешивают, не допуская выпадения осадка. Песок подходит с содержанием глины не более 7%. Хорошо подходит карьерный с размером частиц не более 2,1мм. Вода немного прогревается до 40-500С – холодная и горячая не используется.
Для производства 1м3 потребуется:
- цемент – 100кг,
- песок – 300кг,
- алюминиевый порошок – 500г,
- вода – 2,5л,
- известь – 2 кг.
Стоимость такого объема сырья по состоянию на апрель 2016-го года составляет – 420 руб. за цемент М500 (105 руб./25 кг) + 50 руб. песок (250 руб./м3) + 177,5 алюминиевая паста Газобетолайт (355 руб./кг) + 32 руб. (486 руб./30кг)*. Итого: 679,5 руб. + вода.
* Информация с сайтов производителей и торговых площадок — pulscen.ru, flagma.ru
Отличие автоклавного газобетона от не автоклавного газобетона
- автоклавный газобетон , набирает прочность при высоком давлении и высокой температуре в спец печах(сушильных камерах), которые называются — автоклав
- не автоклавный газобетон , твердеет в естественной среде, при атмосферном давлении или используется тепловлажностная обработка с использованием теплового воздействия
Современная строительная индустрия отличается совмещением традиционных методов строительства с новейшими технологиями возведения построек. Применение ячеистых бетонов существенно повысило эффективность гражданского строительства и улучшило качество строительных работ. Широко развернутое производство газобетона для нужд частного домостроения подчеркивает возросшую популярность среди застройщиков бюджетных вариантов стеновых материалов с достаточно высокими прочностными и теплоизоляционными свойствами.
Одним из таких востребованных строительных стеновых материалов является газобетон, используемый при возведении малоэтажных жилых домов и хозяйственных построек. Из-за своей пористой структуры он является ячеистым бетоном и представляет собой искусственное пористое камнеподобное образование.
Производители газобетона выпускают газобетонные изделия в виде блоков различной конфигурации, соответствующих требованиям следующих стандартов:
- ГОСТ 31359-2007 , устанавливающего требования к ячеистым бетонам, предназначенным для производства стеновых блоков и панелей, плит, перемычек и других строительных элементов;
- ГОСТ 31360-2007 , регламентирующего требования к стеновым изделиям, изготовленным из ячеистого бетона.
ГОСТ 31359-2007 определяет газобетонные материалы как разновидность ячеистых бетонов, отличающуюся от других ячеистых материалов способом порообразования (п.4.2). По своей структуре газобетонное изделие напоминает своеобразную бетонную «губку», состоящую из мелких пузырьков-ячеек диаметром не более 3 мм.
Благодаря мелкопористой структуре, блочные изделия, которые способно выпускать современное оборудование для производства газоблоков, обладают физико-механическими свойствами, выгодно отличающими их от аналогичных изделий из других бетонных материалов:
- малым удельным весом;
- низкой теплопроводностью;
- огнестойкостью;
- устойчивостью к воздействию грибков и плесени;
- простотой механической обработки;
- технологичностью изготовления и применения.

Преимущества
В качестве технико-экономических достоинств газобетонных материалов отмечают следующие аспекты:
- Вес строительных газобетонных блоков в несколько раз меньше веса аналогичных изделий из кирпича или бетона. Газоблок стандартных габаритов 300х250х600 мм весит всего лишь 30 кг, что более, чем в 3 раза меньше веса такого же объема кирпичей размерами 60х125х250 мм.
- Простота обработки изделий обычными механическими инструментами допускает подгонку блоков в процессе возведения построек для улучшения качества сборки.
- Высокие тепло- и шумоизоляционные качества стен из газобетонных блоков обеспечивают комфортное проживание в жилых постройках.
- Надежная огнестойкость по отношению к открытому пламени обеспечивает пожаробезопасность строения.
- Высокая технологичность строительства при использовании газоблоков повышает эффективность и качество работ.
- Доступная стоимость газоблоков обеспечивает им должную конкурентоспособность на рынке стройматериалов.
- Возможность организации изготовления газоблочной продукции как частного бизнеса, поскольку реальная цена производства газобетона, мини-завод или оборудование линии конвейерного типа сравнительно доступны. Технологичность производства газобетонных материалов создает предпосылки для ведения бизнеса с высокой рентабельностью.

Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.
Основные отличия автоклавного и неавтоклавного газобетона:
- Способ твердения – неавтоклавный марочную прочность получает в природных условиях за 28 суток, автоклавный – максимум за сутки благодаря воздействию на материал давления, высокой температуры.
- Внешние характеристики материала – газобетон из автоклава обладает белым цветом и идеальными размерами, неавтоклавный более темный и с худшей геометрией.
- Плотность и теплопроводность – максимальные показатели обеспечивает сушка в автоклаве, неавтоклавный уступает: так, при возведении дома для аналогичных показателей стены из последнего нужно делать на 20 сантиметров толще.
- Стойкость к морозу – неавтоклавный бетон хуже справляется с замерзанием и оттаиванием, обеспечивает меньший срок эксплуатации.
- Хрупкость – автоклавная обработка делает блоки более прочными и стойкими к механическим воздействиям.
- Уровень усадки – однозначно больше у неавтоклавного бетона.
- Сложность всего процесса производства – отличается только наличием/отсутствием автоклава. Но чаще всего автоклавные блоки делают на конвейерных автоматизированные установках, а неавтоклавный – в домашних условиях.
- Цены – ввиду особенностей производства автоклавный газобетон стоит дороже в среднем на 10%.
Дополнительные конструкции
Дополнительные конструкции помогают завершить процесс, используются на разных стадиях. Применяются они для производства сжатого воздуха и формирования блоков готового материала.
Компрессор
Применяют при создании смеси из бетона, компрессор выдавливает ее из бетономешалки. Назначение этого элемента – подача воздуха под давлением.
При выборе компрессора нужно уточнить для какого вида оборудования он предназначен. Мощности должно хватать под конкретную установку, которой планируется пользоваться.
Разновидности компрессоров:
- роторно-винтовые;
- роторно-пластинчатые;
- поршневые.
Значение имеет объем ресивера, то есть сколько сжатого воздуха может удерживать компрессор, измеряется в литрах. От него зависит стоимость компрессора и длительность его работы. Также при покупке важна производительность аппарата.






Минимальная допустимый показатель – 0,2 -0,5 м.куб/мин (от 200 л/мин.), давление при этом составляет 5-6 атм.

Производитель не имеет принципиального значения, оборудование относится к разряду простых. Наиболее популярные бренды те же, что производят установки: ГК Метем, «Строй-Бетон».
Формы
Пеноблоки изготавливаются поштучно, масса либо разливается по формам, либо режется. Во всех случаях требуется форма, куда будет заливаться пенобетон. Единственная причина, где не требуется наличие форм – создание пола. В этом случае материал заливают напрямую в опалубку.
Отличия форм для пеноблока:
- Материал изготовления. Древесина используется для первых запусков, поверхность неравномерная, пенобетон частично впитывается в нее. Лакированная фанера – один из лучших вариантов, стойко выдерживает давление. Пластик применяют преимущественно для пазогребневых блоков или для штучного производства. Металл – наиболее подходящий вариант для серийного производства.
- Толщина стенок (рассчитывается в мм).
- Размеры (большие, маленькие, пазогребневые блоки).
- Разница в конструкции. Разборные формы удобнее хранить, некоторые из них позволяют заливать блоки разных размеров, если собрать их иначе. Цельные используются для небольших размеров или в частном производстве.
При покупке форм б/у необходимо уточнить совпадение элементов и отсутствие щелей между ними. Чаще всего продают их по причине наличия зазоров, что приводит к проникновению пенобетона в соседние пазы и слиянию блоков.

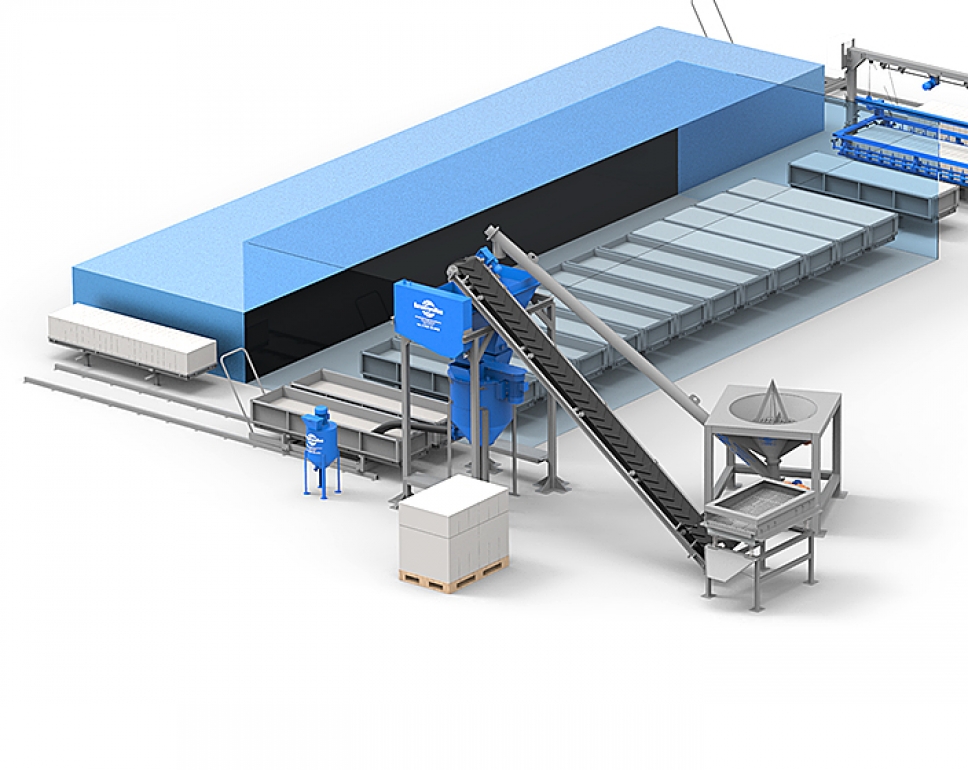
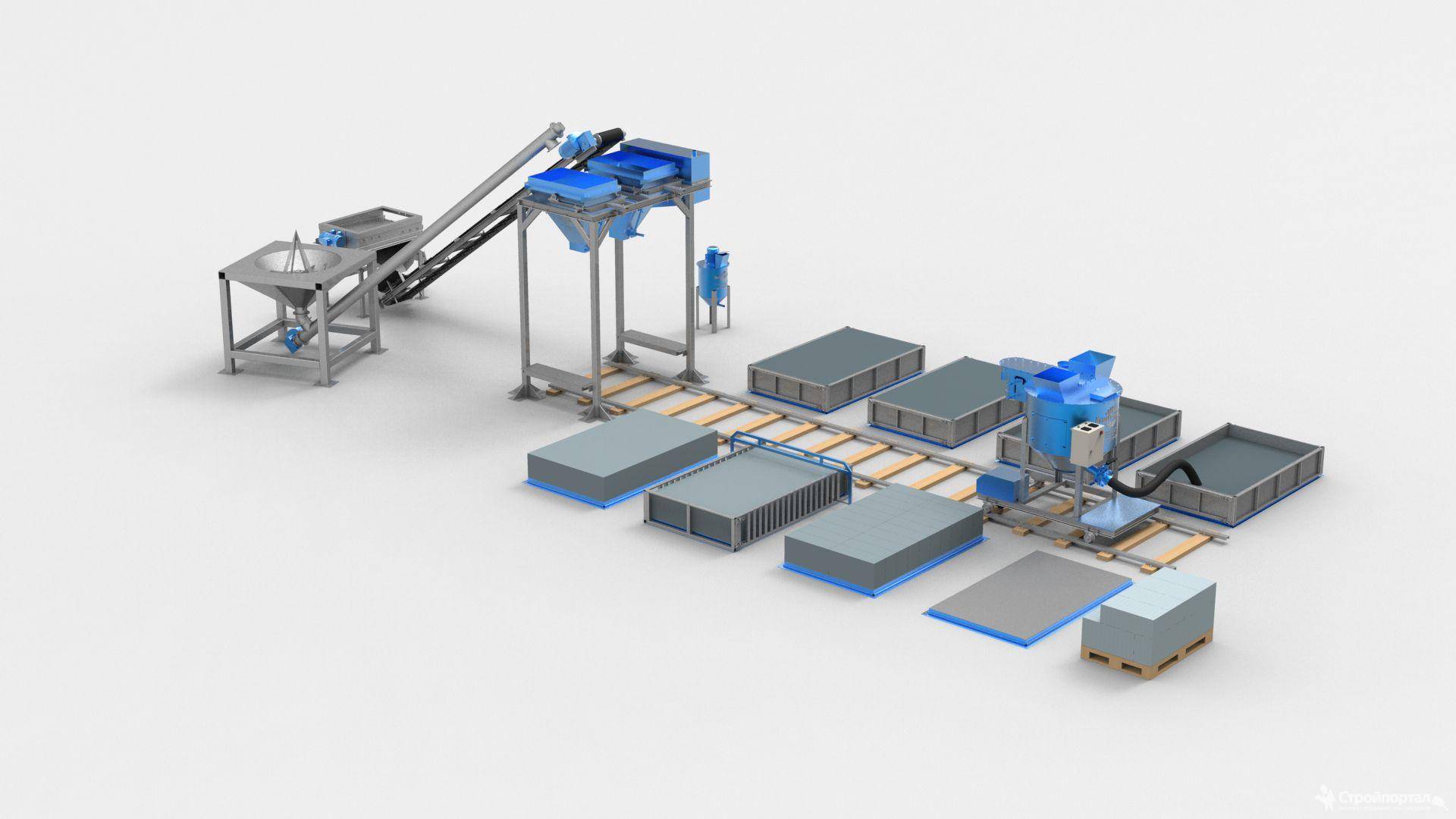
Оборудование для производства газосиликата
Поскольку производство автоматизировано, оно предусматривает использование множества устройств и механизмов. Все они отвечают за реализацию определенного этапа технологии.
Главными модулями оборудования являются:
- система дробления материалов – состоит из бункера для песка, шаровой мельницы, ленточного конвейера, дробилки, элеватора, газобетоносмесителя, электронных весов для отмеривания алюминиевой пудры и т. д.
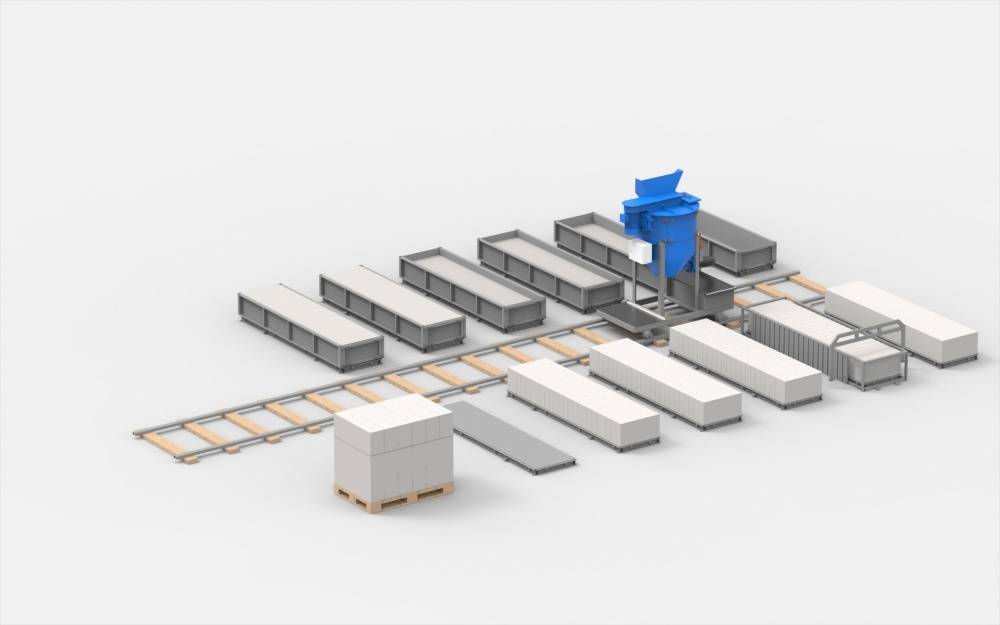
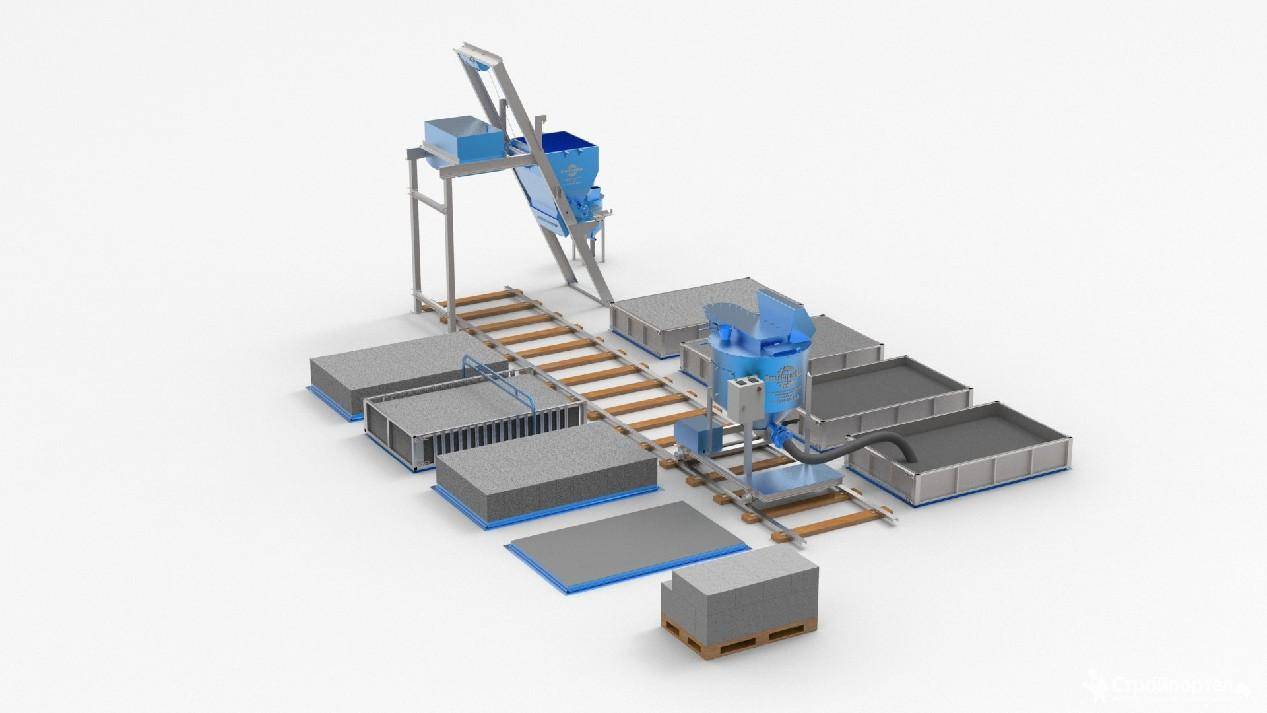
- система заливки – включает в себя заливочный смеситель, платформу перевода, систему распределения газа и др.
- система резки – состоит из режущей рамы со струнами и ножами, захвата для переворачивания массива и т. д.
- система набора прочности – включает в себя автоклав, рельсы, паровой котел и пр.
- система упаковки – включает в себя кран-делитель, устройства для точных измерений, гидравлические колодки и т. д.
Все модули управляются при помощи процессорного устройства, которое координирует их работу и задает требуемые параметры.
Применение строительных стеновых блоков
может применяться для строительства стен, а также для их утепления
Наличие разновидностей по маркам, определяемой плотностью D, позволяет устанавливать конструкции с армированием или без, в зависимости от назначения стены.
Например, после установки конструкционных блоков первого ряда постройки, второй ряд делают с помощью теплоизоляционных газоблоков.
Газобетоны широко используют для возведения жилых, административных, коммерческих и промышленных зданий, даже в условиях сурового климата.
Работать с ними легко, быстро, они пригодны для различных целей, особенно, в сочетании с монолитным строительством. Но газоблоки не подойдут для построек с большим количеством этажей. Максимально допустимое количество – не более 3-х этажей.
Стены с газоблоками получаются надежными, так как материал можно применять как для постройки внешней стены, так и внутренней. Конструкция получится крепкой, устойчивой, с хорошими звукоизоляционными и теплоизоляционными качествами.
Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Готовую массу выливают в специальные металлические емкости, там происходит реакция, осуществляется вибрирование, которое ускоряет прохождение реакции, схватывания и затвердевания. Когда масса немного затвердевает, проволочной струной режут монолит на отдельные блоки, тщательно соблюдая размеры и удаляя все неровные места.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.






Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.
 По типу вяжущего, входящего в состав, газобетон бывает:
По типу вяжущего, входящего в состав, газобетон бывает:
- На базе извести – в составе содержится до 50% компонента, также добавляют шлак и гипс или цемент (15% от массы).
- На цементном вяжущем – до 50% массы портландцемента.
- На смешанном растворе – используют известь и шлак, портландцемент в объеме 15-50%.
- На шлаковом вяжущем – более 50% занимают шлак с гипсом, щелочью или известью.
- На золе – в состав таких блоков включено более 50% высокоосновных зол.
Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Категории газобетона по геометрии:
- 1 – самые ровные и идеальные блоки, отклонения от размера по ГОСТу могут составлять максимум 1.5 миллиметров и 2 миллиметра по диагонали. Кладку осуществляют на клей, делая шов минимальной толщины.
- 2 – отклонения по размеру составляют максимум 2 миллиметра и по диагонали 4 миллиметра.
- 3 – погрешность по размеру может быть до 4 миллиметров, а по диагонали доходит и до 5-6 миллиметров, углы могут быть отбитыми до 1 сантиметра. Такие блоки кладут на раствор с достаточно толстым слоем шва.