Инструкция по изготовлению блочного материала
Начинают с того, что из досок сколачивается пенал. В него вставляют по всей длине заблаговременно изготовленные перемычки, разделяющие общий каркас на ячейки. Для этого следует использовать водостойкую фанеру. Чтобы она хорошо фиксировалась, в досках устраивают пропилы.

Своими размерами ячейки должны отвечать требуемым размерам блоков. Чтобы ускорить производственный процесс, необходимо изготовить несколько форм по разным типоразмерам.
Чтобы растворная масса не налипала на доски, их обрабатывают специальными составами или машинным маслом, разведенным в воде.
Для замеса раствора придется купить смеситель, компрессор и рукава. Кстати, такую установку применяют не только при разовом изготовлении блоков, но и для организации небольшого по объему производства.
Кроме перечисленного выше, потребуется проволока для срезки излишков раствора.
Если нет дозатора, то взвешивать сырьевую массу придется самостоятельно. Здесь необходимо соблюдать точность пропорций, чтобы не нарушить качество изделий.
Все компоненты загружаются в нужном соотношении. Это позволит ускорить твердение, повысит технические характеристики блоков. Кстати, такие пропорции соблюдаются не только для домашнего, но и заводского производства материала.
Подготовленная масса разливается по формам, до краев не заполняют, потому что смесь еще будет вспучиваться. Как правило, наполнение ведется до половины объема.

Происходит газообразование. После этого необходимо удалить излишки смеси. Выполняется эта работа часов через пять – шесть после заливки.
Через четырнадцать часов выполняют распалубку
Чтобы блоки отходили, рекомендуется осторожно постучать по стенкам форм. Для набора технической прочности материал остается на открытой площадке или складируется в помещении
Помните, что с первого раза идеальный материал может не получиться.
Технология
Группа бетонных изделий характеризуется ячеистой структурой. Пузыри газа занимают до восьмидесяти пяти процентов объема, что позволяет готовым блокам иметь легкий вес.
Исходное сырье замешивается в бетономешалке на протяжении пяти минут, после этого в массу добавляется водная суспензия алюминиевого порошка, которая реагирует с известью. В процессе вырабатывается водород, образующий многочисленные поры, равномерно пронизывающие материал.
Как только добавился алюминиевый порошок, масса выливается в специальные емкости из металла, и вспучивание происходит уже там. Чтобы ускорить процесс реакции, схватывания и затвердевания, полуфабрикат подвергают нагрузке вибрационного характера. С массы, начинающей твердеть, проволочной струной удаляют неровные места, оставшееся в форме сырье разрезают на куски нужных размеров. Производство газоблоков продолжается в автоклавной установке, после чего изделия калибруются на фрезерных установках.

Применение автоклавного оборудования в технологии производства газобетона занимает особое место, так как свойства материала улучшаются. Сформированный и поделенный на отдельные блоки газобетон отправляется в автоклавные установки и подвергается двенадцатичасовой обработке водяными парами.
Такой способ изготовления позволяет получать материал, практически не дающий усадку, отличающийся однородностью структуры, обладающий хорошими показателями по шумоизоляции и сохранности тепла.
Второй вариант изготовления газобетона – неавтоклавный способ. Полное затвердение происходит в обычных условиях, высокотехнологичное оснащение для изготовления не требуется. В таком случае появляется возможность сделать газоблоки самому.
Актуальность данного бизнеса
В наше время данный проект пользуется большим спросом. Начинающим предпринимателям интересно, как запустить данный проект по созданию качественного материала. Он привлекателен тем, что срок окупаемости короток, ведь многие при строительстве используют данный вид камня. Параметры газобетона: 10*30*60 см и 20*30*60 см. Он отличается большим количеством положительных качеств:
- неприхотливость к основанию дома, высокая прочность, низкий вес;
- хорошо сохраняет тепло, не пропускает холод, ограждает от внешних шумов;
- несложно укладывать, позволяет быстро воздвигать строение;
- легко обрабатывать, добиваться нужной формы материала;
- экологически чистый материал;
- сейсмостойкий;
- огнестойкий камень, с высокой пожарной безопасностью.
Поэтому потребители выбирают данный товар. В состав продукта входят следующие компоненты:
- цемент;
- песок (отлично подойдет кварцевый);
- газообразователь (это может быть: алюминиевая пудра, паста, известь, зола, гипс).
Сравнительный анализ автоклавного и неавтоклавного производства
Проведем сравнение двух типов материалов:
- Показатели плотности и проводимости тепла – специальный автоклавный способ обработки придает изделиям максимальные показатели по этим пунктам.
- Устойчивость к низким температурам и эксплуатационный период – неавтоклавный материал хуже переносит циклы промерзания и оттаивания. Точный срок службы блоков не определен. Но при соблюдении всех технологических особенностей изготовления и правильного применения в строительстве, материал прослужит не менее ста лет.
- Геометрические формы и внешние данные – блоки, изготовленные в автоклаве, отличаются идеальной геометрией, чего не скажешь про материал, изготовленный в домашних условиях.
- Требования к оснащению, сложность процесса производства – вся разница состоит в наличии или отсутствии автоклавных агрегатов. Технологический процесс изготовления отличий не имеет.
- Хрупкость – блоки, изготовленные без автоклавной обработки, уязвимы к повреждениям механического характера. Соответственно, что их считают более хрупкими.
- Ценовая политика – материал, произведенный автоклавным способом, стоит на десять процентов дороже.
- Усадка – ей более подвержен неавтоклавный блочный материал.
Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
Автоклавная
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.






Металлический алюминий вступает в реакцию с цементным или известковым раствором – по сути, раствором гидроксида кальция, с получением алюминатов кальция и большого количества водорода. Последний, распространяясь по массе бетона, и образует огромное количество мелких пор.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Неавтоклавная
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
Особенности автоклавирования газобетонных блочных изделий
Если в состав оборудования, которым оснащен завод газоблоков, входит автоклавная камера, то продукция автоклавного твердения намного превосходит по показателям качества изделия, изготовленные по неавтоклавной методике. Усадка автоклавных блоков в процессе эксплуатации не превышает 0,5 мм/м, тогда как аналогичный показатель для неавтоклавных стеновых блоков доходит до 5 мм/м. Предел прочности на сжатие автоклавных газобетонных материалов достигает 3,2 МПа, для неавтоклавных материалов – не более 1,0 МПа. У газоблоков автоклавного твердения устойчивая однородная структура, что предопределило их эксплуатационные свойства как универсального строительного материала. Стеновые постройки толщиной 375-400мм, возведенные из газобетонных изделий, неплохо себя зарекомендовали в российских погодных условиях без дополнительного утепления.
Принцип автоклавирования ячеистого стройматериала заключается в размещении уже отформованных изделий в автоклаве, в котором блоки длительное время будут находиться под воздействием повышенного давления (до 1,2 МПа) и проходить обработку водяным паром при температуре 190-191 град. Ц. Подобные условия инициируют реакции, укрепляющие структурную плотность материала и повышают его прочность.
Рецептура и характеристики материала
Газобетон относится к ячеистым бетонным смесям, то есть к легким пористым стройматериалам. Главная особенность — относительно небольшой вес и низкая плотность (от 500 кг на м3). Поры материала заполнены воздухом, что придает газобетону высокую способность аккумулировать тепло. Из-за хорошей паропроницаемости материал еще называют «дышащим», что создает комфортный микроклимат в помещении. Считается экологически безопасным, поскольку не выделяет токсических веществ при нагревании. Является пожаробезопасным, поскольку плохо нагревается и горит. Для изготовления газобетонных блоков требуются следующие компоненты:
Изготовление газобетонных изделий предполагает использование различных компонентов, таких как цементный порошок и гипс.
- порошок алюминия;
- вода;
- измельченный кварцевый песок;
- гипс;
- известь;
- раствор ускорителя твердения бетона;
- поверхностно-активная добавка пластификатор;
- цементный порошок.
Можно ли изготавливать газоблоки своими руками
Желание сэкономить на строительных материалах или заработать, продавая их, вполне естественно. Очевидная простота технологии побуждает некоторых граждан организовать изготовление газобетона в домашних условиях с минимальными затратами. Сразу следует отметить, что в принципе это возможно, хотя и с некоторыми оговорками.
Первое ограничение касается вида технологии – она может быть только неавтоклавной. Громоздкая энергоемкая печь, к конструкции которой предъявляются строгие технические требования, недоступна кустарному производителю.
Лимитирована также производительность. При выпуске каждой партии необходимо предусматривать место для ее хранения как минимум в течение нескольких дней. Пока площадь не освободится, складывать продукцию будет просто некуда. Производство газоблоков придется периодически останавливать.
Однако свой мини-завод организовать можно. Он будет представлять собой действующую уменьшенную и упрощенную модель крупного производства. Оборудование для изготовления газобетона своими руками в домашних условиях требуется самое простое.
Практически в каждом хозяйстве есть большинство необходимых инструментов: ножовки, дрель, молоток, рубанок, строительный мастерок, шпатель, лопата, ведро, зубило и тому подобная оснастка. Если же у домовладельца подобных предметов нет, как и навыков обращения с ними, то ему следует крепко задуматься о том, стоит ли начинать дело.
Дополнительно понадобится ручная дисковая пила с набором дисков, строительная «пушка горячего воздуха» (мощный фен) и весы. Миксер (бетономешалка) в начальный период считается роскошью, но, конечно, мешать раствор вручную – работа тяжелая.
Изготовление формы для заливки раствора требует квалификации, поэтому ее в большинстве случаев лучше заказать у местного умельца. Самый простой тип представляет собой разборную стальную или деревянную коробку со съемной крышкой (иногда обходятся без нее). В качестве материалов можно использовать лист металла с толщиной стенки около 5 мм (более тонкий будет гнуться, что нежелательно). Если же используются доски, то не менее «тридцатки», а лучше брать «сороковку».
Технология производства описана выше. Алюминиевый порошок, вызывающий после смешивания образование ячеистых газовых пузырьков, лучше добавлять в раствор в виде водной суспензии. Так его легче дозировать и повышается равномерность распределения в массе. Простейшее производство газобетонных блоков во дворе собственного дома показано на коротком, но наглядном видео.
Обзор необходимого оборудования для производства газоблоков
Оборудование для производства газобетона может быть разным – от небольшой установки, выпускающей по несколько десятков блоков за раз, до масштабной автоматической линии, обеспечивающей промышленные масштабы. Тут все зависит от бюджета, требований, наличия помещения, сотрудников, целей и т.д.
Если газоблок производится для понижения стоимости строительства дома и других сооружений на участке, подойдет и небольшая установка (больше напоминающая станок), когда же планируется организовать бизнес – лучше сразу покупать хорошее производительное оборудование, способное дать большой выход и обеспечить развитие идеи.
В Москве и регионах найти любое оборудование не составит труда, поэтому самое главное – определиться с требованиями и выбрать подходящий вариант.
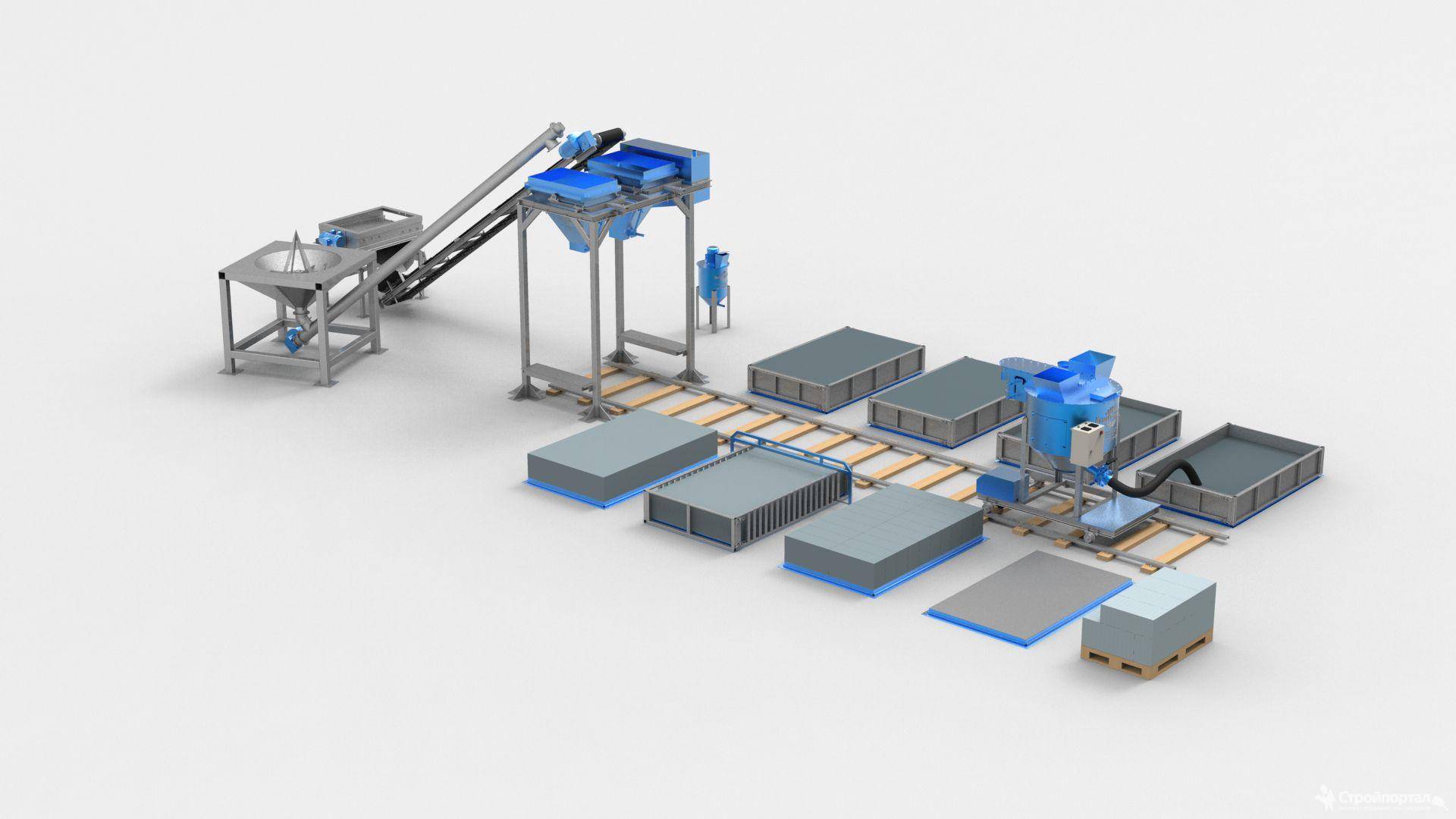
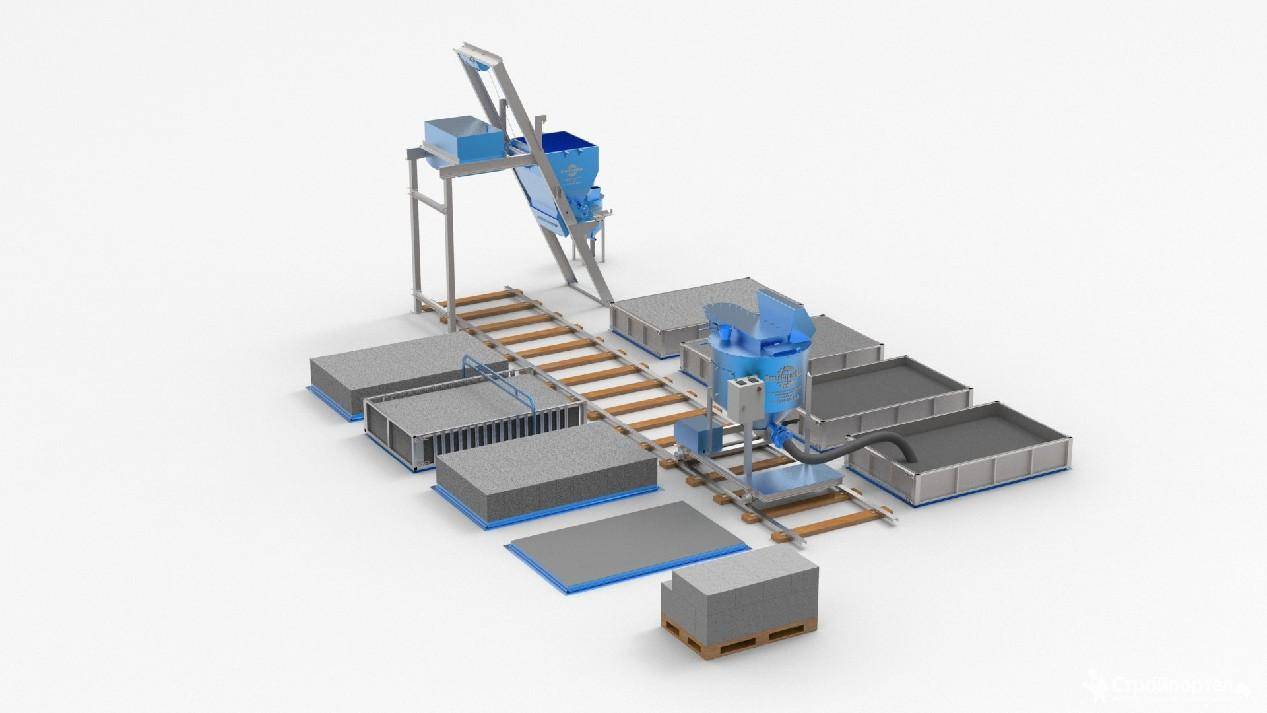
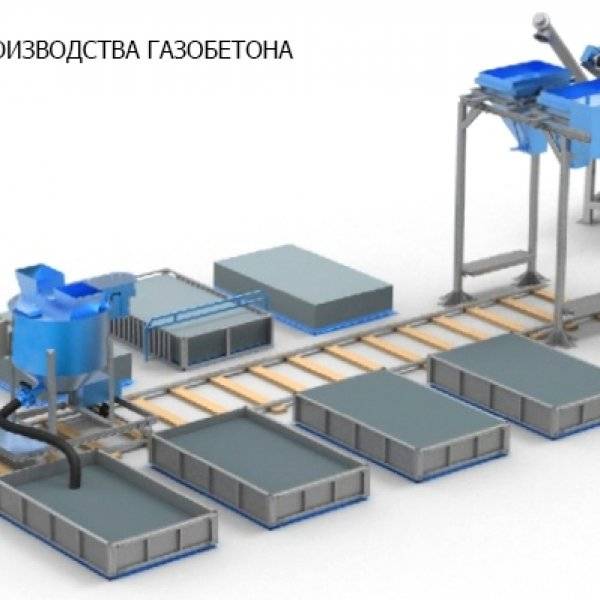
Конвейерное
Данный тип оборудования предполагает максимальную автоматизацию процесса, минимальное участие работников в производстве, самую высокую стоимость комплекта устройств, серьезные требования по наличию свободной площади из-за производственных объемов, наличие в комплекте всего необходимого для реализации всех этапов, достаточно высокий уровень рентабельности.
Что включает стандартный комплект поставки конвейерного оборудования:
- Сырьевые бункеры и емкости.
- Ленточные конвейеры, по которым поступают компоненты.
- Устройство для замешивания раствора.
- Формы для заливки.
- Автоклавные установки.
- Специальный комплекс для нарезки сырья на отдельные ровные блоки.
- Транспортер для перемешивания.
- Дробильная установка.
- Несколько тележек.
- Пульт для эффективного управления процессом автоматически.
- Вилочный погрузчик.
В среднем такое оборудование стоит до 55 миллионов рублей. Это большая сумма и выбор такого варианта актуален при желании организовать бизнес – вложения окупятся, так как линия позволяет в год выпускать минимум 300 тысяч кубометров материала. Это самый быстрый, эффективный и автоматизированный процесс производства блоков.








Для размещения всего оборудования нужно отыскать площадку порядка 4000 квадратных метров. Если приобретение линии слишком дорого, можно подумать про бывшее в употреблении оборудование. Тут есть риски, но и свои преимущества. Хорошей репутацией пользуется продукция, сделанная на конвейере типа Иннтех-100, который стоит 3 миллиона рублей (правда, производительность он показывает ниже).
Особенность указанной установки – неподвижность смесительной установки. А вот формы движутся, автоматически наполняются. Механический комплекс для резки требует участия человека.
Хорошо зарекомендовали себя линии немецкого производства, которые считаются наиболее долговечными и высокопродуктивными. Газоблоки, произведенные с помощью этих линий, получаются максимально качественными и точно соответствующими указанным характеристикам.
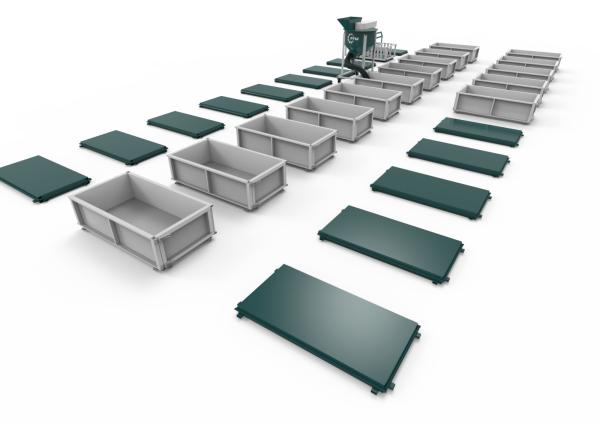
Стационарное
Оборудование для производства газобетона стационарного типа стоит намного меньше, но и по производительности уступает существенно. Так, в сутки такие линии в среднем выдают не больше 50 кубометров готового материала. Комплект установки включает: бойлер для подогрева воды, вибросито, транспортеры ленточного типа для подачи компонентов в аппарат для смешивания, дозаторы сырья.
Для полноценной работы стационарного оборудования понадобится привлекать работников, и не одного. Для установки достаточно будет помещения величиной от 500 квадратных метров. Материал получается прекрасного качества и такой вариант может стать неплохим стартом для успешного бизнеса.
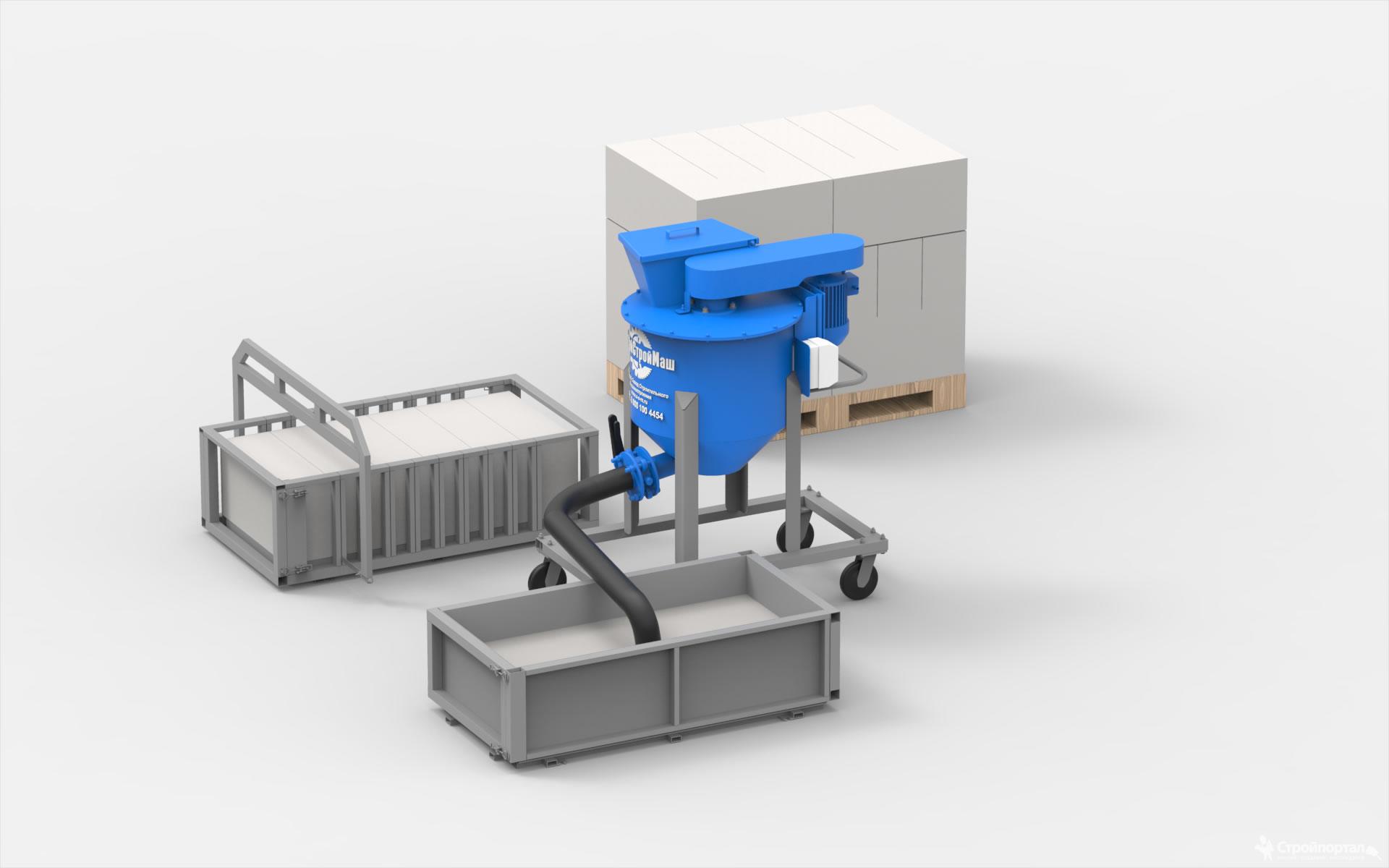
Мобильное
Данный тип установок хорош для начинающих и тех, кто хочет производить газобетон для себя. Особых требований у оборудования нет – сделать его можно самостоятельно из купленных узлов и деталей, работать все агрегаты будут от сети 220 Вт (другие виды оборудования требуют 360 Вт), но объемы производства минимальные – 2-10 кубометров материала в сутки.
Основные преимущества мобильных установок – минимальные вложения, возможность самостоятельно собрать их и обслуживать, отсутствие требований по большим площадям. Делать газоблоки можно дома в одном из подсобных помещений, самостоятельно загружая компоненты в смешиватель, формуя из них блоки. Правда, наличия автоклава установка не предполагает, поэтому качество материала будет значительно ниже.
Обзор необходимого оборудования
Рассмотрим особенности линий по производству газобетона.
Конвейерное
Данный тип оборудования отличается:
- максимально автоматизированным процессом;
- минимальным принятием участия в изготовлении блоков работниками;
- значительной стоимостью;

- существенными производственными объемами;
- всей необходимой комплектностью;
- высоким уровнем рентабельности.
В обычный комплект поставки входят:
- сырьевые емкости и бункеры;
- конвейеры ленточного типа, по которым подаются компоненты;
- агрегат для замеса раствора;
- автоклавные установки;
- формы;
- комплекс для нарезки сырьевой массы на блоки;
- перемешивающий транспортер;
- дробильная установка;
- тележки;
- пульт для управления процессом в автоматическом режиме;
- погрузчик вилочного типа.

Цена такого оборудования высокая, достигает 55 000 000 рублей. Сумма серьезная, но производительность линии дает возможность выпускать не менее трехсот тысяч кубометров материала за один год.
Если сравнивать, какой производитель газоблоков лучше, то в виде альтернативы рекомендуется обратить внимание на оборудование, побывавшее в употреблении. Своеобразные риски присутствуют, но стоимость линии будет существенно меньше
Продолжая сравнение газоблоков разных производителей, специалисты советуют приобрести конвейер типа Иннтех-100. Стоимость – до 3 000 000 рублей, да и производительность гораздо ниже.
Особенность такой линии – неподвижность смесительной установки. Формы перемещаются и наполняются в автоматическом режиме. Комплекс для резки – механический.
Большой популярностью пользуются немецкие линии по изготовлению блоков. Они являются высокопродуктивными и эксплуатируются длительный период. Материал на таком оснащении получается качественным.
Стационарное
Стоимость его значительно ниже первого варианта. Но по производительности линия выдаст не более пятидесяти кубов материала в сутки.
В комплекте установки имеются дозаторы сырья и транспортеры ленточные, подающие компоненты в смесительный агрегат.
К сожалению, данный комплект не считается полностью автоматизированным. Чтобы он функционировал полноценно, придется привлекать несколько работников.

Мобильное
Этот тип оборудования отлично подходит для начинающих, кто желает изготовить блоки для собственного потребления. Кстати, некоторые специалисты такое оборудование для газобетона изготавливают своими руками.









Линия работает от сети в 220 Вт, тогда как остальные типы машин требуют 360 Вт. Производственные объемы маленькие – от двух до десяти кубометров в сутки.
Бизнес план мини-завода
Начинать свое дело предприниматель должен с составления программы, где следует описать все аспекты и цели будущего производства, произвести расчеты и учесть возможные риски. Главные пункты бизнес-плана:
Для начала своего дела необходимо составить бизнес-план, в котором рассчитать финансовую сторону и учесть риски.
- Общие положения. Здесь кратко описывается суть бизнеса, указывается профиль мини-завода.
- Цели и задачи. В этом пункте указывается назначение предприятия и целевая аудитория — стройфирмы или частные покупатели.
- Производственный план. Сюда входит технология и мощность производства, поставка необходимого сырья, четкое распределение обязанностей персонала.
- Помещение. В пункте следует описать здание, в котором должны быть производственные цеха, кабинеты для администрации, подсобные помещения, склады.
- Конкуренция. Необходимо изучить окружающие объекты, поскольку находящееся рядом аналогичное предприятие будет сманивать потенциальных клиентов.
- Финансы. Предприниматель должен подсчитать все расходы на приобретение оборудования, материалов, составляющих газобетон, аренду помещения, оплату труда рабочих и администрации, затраты на автотранспорт, коммунальные услуги.
- Риски. Учитывается политическая или экономическая стабильность в регионе, погодные условия, разрешение или отказ от кредитования, конкуренция, форс-мажорные обстоятельства, курс национальной валюты по отношению к мировой.
Самостоятельное производство газоблока
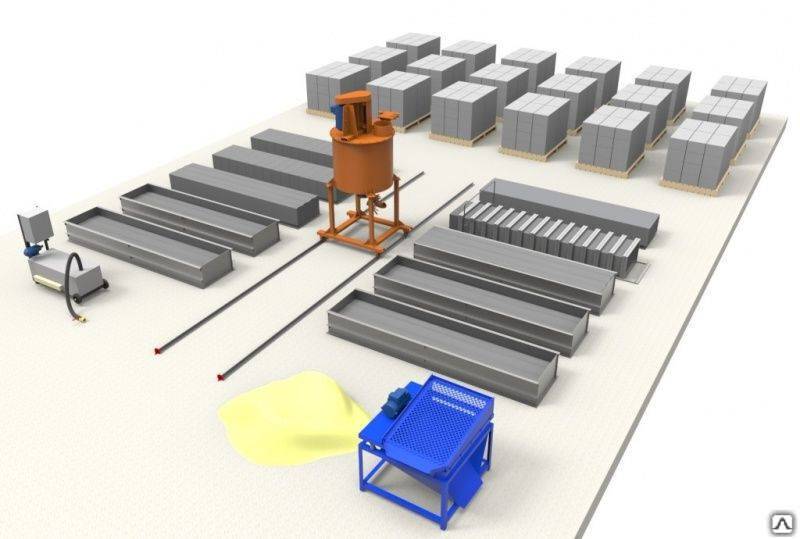
Если нет желания закупать серьезное оборудование и организовывать бизнес, а нужно просто сделать определенный объем материала в домашних условиях, подойдет и такой вариант. Минимальный набор для производства: бетоносмеситель, формы для блоков, металлические струны для срезки лишнего. Автоклав в домашнем производстве не применяют, позволяя сушиться блокам в естественных условиях (поэтому заранее нужно позаботиться о месте для складирования).
Чтобы сделать газоблоки самостоятельно, достаточно определиться с требуемыми характеристиками, найти подходящий рецепт, закупить все необходимые компоненты, отмерить их в нужной пропорции. В смеситель засыпают все сухие компоненты (кроме пудры), добиваются однородности, потом засыпают алюминиевый порошок (или заливают в виде суспензии), добавляют воду, все перемешивают.
Готовую смесь заливают в формы, не доливая доверху, так как раствор еще увеличится в объеме в результате прохождения реакции. Далее смеси позволяют схватиться, срезают лишнее, через несколько суток демонтируют форму и позволяют сохнуть и набирать прочность в естественных условиях.
Самодельные газоблоки существенно уступают в качестве материалу, сделанному в условиях применения современного оборудования и с автоклавной обработкой. Но для определенных целей и такой материал может быть оптимальным вариантом.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.
Основные отличия автоклавного и неавтоклавного газобетона:
- Способ твердения – неавтоклавный марочную прочность получает в природных условиях за 28 суток, автоклавный – максимум за сутки благодаря воздействию на материал давления, высокой температуры.
- Внешние характеристики материала – газобетон из автоклава обладает белым цветом и идеальными размерами, неавтоклавный более темный и с худшей геометрией.
- Плотность и теплопроводность – максимальные показатели обеспечивает сушка в автоклаве, неавтоклавный уступает: так, при возведении дома для аналогичных показателей стены из последнего нужно делать на 20 сантиметров толще.
- Стойкость к морозу – неавтоклавный бетон хуже справляется с замерзанием и оттаиванием, обеспечивает меньший срок эксплуатации.
- Хрупкость – автоклавная обработка делает блоки более прочными и стойкими к механическим воздействиям.
- Уровень усадки – однозначно больше у неавтоклавного бетона.
- Сложность всего процесса производства – отличается только наличием/отсутствием автоклава. Но чаще всего автоклавные блоки делают на конвейерных автоматизированные установках, а неавтоклавный – в домашних условиях.
- Цены – ввиду особенностей производства автоклавный газобетон стоит дороже в среднем на 10%.